

Sand casting is the most versatile and widely used metal casting process. It can produce everything from a few kilograms to many tonnes, in virtually any alloy. But versatility comes with complexity. The quality of a sand casting depends not only on the metal and the mold but also on the consumables you choose.
This guide covers the essential consumables for sand casting:
| Category | Consumables | Role |
|---|---|---|
| Filtration | Ceramic foam filters, honeycomb filters, fiberglass mesh | Remove inclusions from molten metal |
| Feeding | Riser sleeves (insulating, exothermic, hybrid) | Prevent shrinkage defects |
| Gating & Pouring | Pouring cups, paper runners, ceramic fiber products | Control metal flow into the mold |
| Measurement | Thermocouples, thermal analysis cups, sampling spoons | Monitor melt quality and temperature |
Whether you cast iron, steel, aluminum, or copper alloys, this guide helps you select and use the right consumables for consistent, high-quality castings.
Filtration Consumables
Why Filter in Sand Casting?
In sand casting, inclusions come from multiple sources:
-
Slag and dross from the furnace or ladle
-
Eroded sand from the mold or core
-
Reoxidation films formed during pouring
-
Reaction products (e.g., from nodularization in ductile iron)
A filter placed in the gating system traps these inclusions before they reach the casting cavity. The result: fewer defects, better machinability, and higher mechanical properties.
Types of Filters for Sand Casting
| Filter Type | Best For | Key Advantage |
|---|---|---|
| Ceramic Foam (Zirconia) | Steel, stainless steel, superalloys | Highest temperature resistance; depth filtration |
| Ceramic Foam (Silicon Carbide) | Ductile iron, gray iron, copper alloys | Excellent dross capture; cost-effective |
| Ceramic Foam (Alumina) | Aluminum, magnesium, zinc | Chemically stable; good flow |
| Honeycomb (Cellular) | High-volume iron, aluminum | Low flow resistance; high strength |
| Fiberglass Mesh | Small iron castings, aluminum | Low cost; easy to install |
Filter Placement in Sand Casting
| Position | Advantages | Disadvantages |
|---|---|---|
| Horizontal in runner | Most common; even flow distribution | Requires flat seat |
| Vertical in runner | Saves space; good for tall molds | May be harder to seal |
| Under sprue | Simple | Turbulent entry may overload filter |
Key principle: Place the filter as close to the casting cavity as possible to minimize reoxidation after filtration.
Filter Sizing
Minimum filter area = Choke area × alloy ratio
| Alloy | Minimum Ratio |
|---|---|
| Gray iron | 3:1 |
| Aluminum, copper | 4:1 |
| Ductile iron | 4:1 to 5:1 |
| Steel | 5:1 or higher |
Feeding Consumables (Risers & Sleeves)
Why Feeding Matters
When molten metal solidifies, it contracts. The last part to freeze pulls metal from wherever it can. Without a reservoir of liquid metal (a riser), the casting will develop shrinkage cavities.
Riser sleeves extend the solidification time of the riser, allowing it to feed the casting for longer.
Types of Riser Sleeves
| Type | Mechanism | Best For |
|---|---|---|
| Insulating | Slow heat loss through low thermal conductivity | General castings, moderate feeding needs |
| Exothermic | Chemical reaction generates additional heat | Steel, ductile iron, heavy sections |
How to Choose a Riser Sleeve
| Factor | Consideration |
|---|---|
| Alloy | Steel and ductile iron need exothermic or hybrid |
| Section thickness | Heavy sections need higher feeding efficiency |
| Casting geometry | Hard-to-feed areas need specialized designs |
| Yield requirements | Exothermic sleeves allow smaller risers, higher yield |
Riser Placement
-
Top riser — sits on top of the casting; simple, effective
-
Side riser — attached to the side; for castings where top riser isn’t possible
-
Blind riser — completely enclosed in the mold; requires atmospheric design for feeding
📖 Related article: Exothermic vs. Insulating Riser Sleeves

Gating & Pouring Consumables
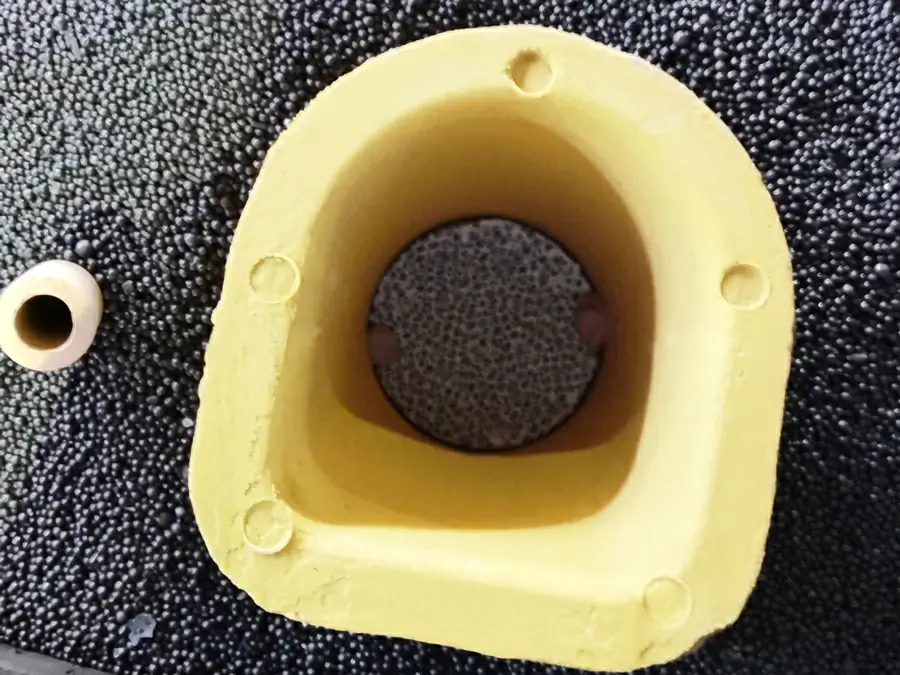
Pouring Cups
A pouring cup (also called sprue cup or pouring basin) is the entry point for molten metal. It directs metal from the ladle into the sprue.
Why use a ceramic pouring cup?
-
Prevents sand erosion at the sprue top
-
Reduces turbulence at the entry point
-
Helps trap coarse slag before it enters the gating system
-
Withstands high temperatures without cracking
Available materials:
-
Mullite — general purpose
-
Fused silica — low thermal expansion, good thermal shock resistance
-
Zirconia — highest temperature applications
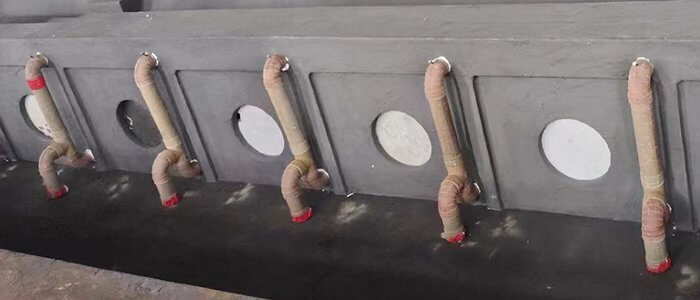
Paper Casting Runners
Paper runners are pre-formed refractory paper tubes that replace sand runners in the mold.
Advantages:
-
Eliminate sand erosion and sand inclusion defects
-
Smooth surface reduces turbulence
-
Consistent geometry every time
-
Easy to install and modify
Suitable for: Iron and steel castings
Ceramic Fiber Products
For aluminum sand casting, ceramic fiber products offer non-wetting, insulating properties:
| Product | Function |
|---|---|
| Tap out cones | Single-use flow control from furnaces and launders |
| Gaskets | Seal joints between launder sections |
| Protection tubes | Shield thermocouples in molten aluminum |
📖 Related article: Paper Casting Runners: Complete Guide
Measurement Consumables
Thermocouples
Accurate temperature measurement is essential for consistent casting quality.
| Type | Application | Temperature Range |
|---|---|---|
| Disposable tip (immersion) | Ladle, furnace | Up to 1700°C |
| Expendable | Single-use measurement | Up to 1700°C |
| Protection tube | Continuous monitoring | Up to 1260°C (ceramic fiber) |
Thermal Analysis Cups
Thermal analysis cups measure carbon equivalent, carbon, and silicon content in iron melts.
How they work:
-
Pour a small sample into the cup
-
A thermocouple records the cooling curve
-
The instrument calculates CE, C, and Si
Best practice: Sample every ladle or every heat to ensure consistent melt chemistry.
Sampling Spoons
Ceramic fiber sampling spoons collect molten metal samples for lab analysis.
Key features:
-
Non-wetting (aluminum doesn’t stick)
-
Lightweight, easy to handle
-
Single-use or reusable depending on material
📖 Related article: Thermal Analysis Cups: What Foundries Need to Know

Selection Guide by Alloy
Gray Iron
| Consumable | Recommendation |
|---|---|
| Filter | Silicon carbide foam (10-20 PPI) or honeycomb |
| Riser sleeve | Insulating (standard) |
| Pouring cup | Mullite or fused silica |
| Runner | Paper runner (optional) |
| Measurement | Thermal analysis cup (CE cup) |
Ductile Iron
| Consumable | Recommendation |
|---|---|
| Filter | Silicon carbide foam (20 PPI) — place after nodularization |
| Riser sleeve | Exothermic or hybrid |
| Pouring cup | Mullite or fused silica |
| Runner | Paper runner recommended |
| Measurement | Thermal analysis cup |
Steel
| Consumable | Recommendation |
|---|---|
| Filter | Zirconia foam (10-20 PPI) |
| Riser sleeve | Exothermic |
| Pouring cup | High-strength mullite or zirconia |
| Runner | Paper runner (for larger castings) |
| Measurement | Immersion thermocouple |
Aluminum
| Consumable | Recommendation |
|---|---|
| Filter | Alumina foam (20-30 PPI) or fiberglass mesh |
| Riser sleeve | Insulating |
| Pouring cup | Mullite or fused silica |
| Runner | Ceramic fiber launder |
Best Practices Summary
Before Pouring
| Step | Action |
|---|---|
| Melt preparation | Degas, skim, and verify temperature |
| Thermal analysis | Check CE, C, Si for iron; hydrogen for aluminum |
| Filter check | Ensure filter is correctly placed and sealed |
| Riser check | Verify riser sleeves are properly installed |
| Gating check | Confirm paper runners (if used) are secure |
During Pouring
| Step | Action |
|---|---|
| Fill sprue quickly | Minimize air entrainment |
| Maintain full sprue | Keep sprue full throughout pour |
| Monitor temperature | Use thermocouple if continuous measurement available |
After Pouring
| Step | Action |
|---|---|
| Inspect filters | Check for captured inclusions (indicates filter worked) |
| Review thermal data | Record results for traceability |
| Clean gating system | Remove paper runner remnants, clean filter seats |
Common Mistakes to Avoid
| Mistake | Consequence | Prevention |
|---|---|---|
| No filter or wrong filter | Inclusion defects, poor machinability | Match filter to alloy and casting size |
| Filter bypass (poor sealing) | Unfiltered metal enters casting | Use ceramic gaskets or refractory paste |
| Riser too small or wrong type | Shrinkage defects | Calculate required modulus; use exothermic if needed |
| Paper runner for aluminum | Gas porosity | Use sand runner or ceramic launder for aluminum |
| No thermal analysis | Inconsistent melt chemistry | Sample every ladle |
Conclusion
Sand casting consumables are not just accessories—they are essential tools for producing high-quality castings consistently.
| Category | Key Takeaway |
|---|---|
| Filtration | Remove inclusions; choose material and PPI by alloy |
| Feeding | Prevent shrinkage; match riser type to alloy and section |
| Gating & pouring | Control flow; paper runners for iron/steel |
| Measurement | Verify melt quality; sample every ladle |
When all four categories work together, you get:
-
Fewer defects
-
Lower scrap rates
-
Longer tool life
-
Consistent mechanical properties
At SF-Foundry, we supply a complete range of sand casting consumables—filters, riser sleeves, pouring cups, paper runners, thermocouples, thermal analysis cups, and more. Our technical team can help you select the right products for your specific castings.
Contact us:
-
Email: info@sf-foundry.com
-
Technical Support: 8618636913699
-
Website: www.sf-foundry.com