

If you cast iron – gray, ductile, or any other – you’ve probably run into the same old problems: slag inclusions in the machined surface, dross that shows up after heat treat, or casting scrap that eats into your margins. You might have tried glass fiber mesh. You might have tried nothing at all. And you’re wondering: is upgrading to a ceramic foam filter actually worth the cost?
Short answer: For iron casting, yes. And silicon carbide is the material that makes it work.
Let me explain why SiC is the go-to for iron foundries, and why it’s not the same as the alumina filters you see in aluminum shops or the zirconia filters used for steel.
I’ve spent enough time on foundry floors to know that you don’t want a materials science lecture. You want practical answers. So here’s what you actually need to know about SiC filters.
What Makes SiC the Right Material for Iron?
Iron casting is brutal on filters. You’re pouring at 1350‑1450°C. There’s slag and dross. The metal hits the filter with significant force. And the whole thing needs to survive thermal shock from the first contact.
Silicon carbide fits this job better than any other material for three reasons.

1. It handles the heat
SiC filters are designed for continuous operation at 1500°C and can briefly withstand up to 1560°C. That gives you a comfortable safety margin above iron pouring temperatures. Alumina filters top out around 1100‑1200°C – fine for aluminum, not for iron. Zirconia can handle higher temps, but for iron you don’t need its extra capability; you’re paying for performance you won’t use. SiC is the material that matches the iron temperature range without over‑specifying or under‑performing. Some SiC formulations maintain mechanical strength up to 1530°C, and the best grades handle up to 1650°C with exceptional thermal shock resistance.
2. It shrugs off thermal shock
Iron pouring is not a gentle, gradual process. The first metal hits the filter in a sudden rush, hot and fast. That temperature difference can crack a filter that isn’t designed for it. SiC has excellent thermal shock resistance. Tests show it withstands rapid temperature changes above 1200°C and multiple cycles (for example, up to six cycles at 1100°C). This is critical when you’re pouring large castings with long fill times or when the filter is placed in high‑impact areas.
3. It resists chemical attack
Iron melts are chemically aggressive. Slag, dross, and various oxides will attack a filter that isn’t resistant. SiC has excellent corrosion resistance to molten iron and its by‑products. It doesn’t degrade, doesn’t shed particles into your casting, and doesn’t react with the metal. That means cleaner iron and fewer inclusion defects.
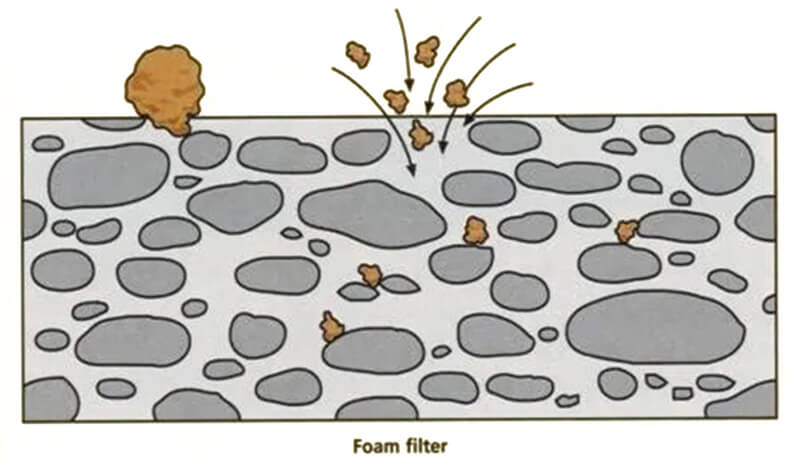
How an SiC Foam Filter Actually Cleans Your Iron
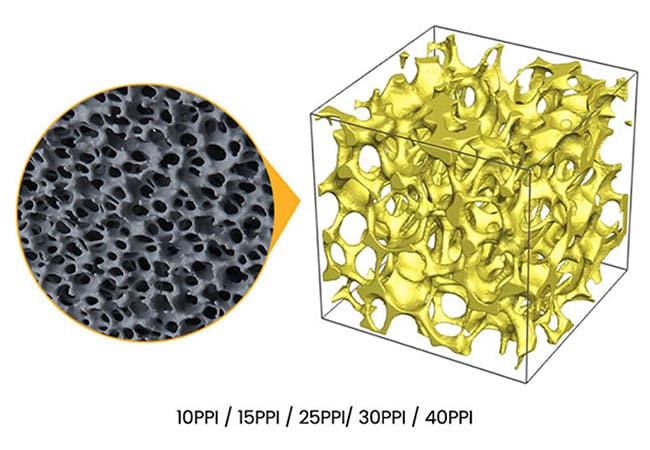
The structure is what makes the difference. A ceramic foam filter isn’t a flat screen; it’s a three‑dimensional maze of interconnected pores. When molten iron flows through it, three things happen.
Large inclusions get stuck on the surface. Slag chunks, eroded sand, and other big particles simply can’t fit through the pores. They pile up on the inlet side.
Medium and fine particles get trapped inside. The tortuous path through the foam forces the metal to change direction constantly. Inclusions collide with the ceramic struts and adhere to them. This is “depth filtration” – capturing particles throughout the thickness, not just on the surface.
Flow smooths out. A filter breaks the single turbulent stream into many small, parallel streams. That lowers the Reynolds number and promotes laminar flow. Less turbulence after the filter means less reoxidation, which means fewer new oxides forming before the metal reaches the cavity.
One technical paper sums up the filtration potential this way: in foundry trials, SiC filters have achieved slag capture efficiencies between 40% and 70%, depending on the filter design and melt conditions.
PPI Selection – What Actually Works for Iron Castings
If you’ve read our other content, you know PPI matters. For SiC filters in iron foundries, here’s what I’ve seen work.
| PPI | Best For | Why |
|---|---|---|
| 10 PPI | Ductile iron, large castings, heavy sections | Ductile iron dross tends to be stickier and coarser. 10 PPI catches the big particles without clogging too fast. |
| 20 PPI | Gray iron, general‑purpose iron casting | Gray iron produces finer inclusions. 20 PPI gives a good balance of clean metal and reasonable flow. |
| 30 PPI | Malleable iron or high‑quality requirements | Fine filtration for applications where inclusion control is critical. Needs larger filter area to maintain flow. |
| 40 PPI | Very fine filtration | Sometimes used for thin‑section or high‑integrity gray iron. Requires careful gating design and clean melt. |
One common mistake: assuming finer is always better. For a large ductile iron casting, 30 PPI will clog almost immediately. The dross builds up on the face, flow stops, and you get a misrun. For that application, start at 10 PPI. It’s coarse enough to stay open, but still captures the dross you care about.
SiC Foam vs. Fiberglass Mesh – When Should You Upgrade?
Fiberglass mesh is cheaper. There’s no denying that. It’s great for low‑cost, non‑critical aluminum casting. For iron, though, it’s a different story.
| Factor | SiC Foam | Fiberglass Mesh (High‑Silica) |
|---|---|---|
| Temperature limit | 1500°C+ continuous | Up to 1450°C short duration |
| Filtration mechanism | Depth filtration (3D) | Surface screening (2D) |
| Fine inclusion capture | High – captures particles below mesh opening | Low – only captures particles larger than mesh opening |
| Effect on flow | Promotes laminar flow | Minimal effect |
| Preheat required | Yes – 300‑400°C typically | No |
| Cost per piece | Higher | Lower |
Fiberglass mesh acts as a strainer. It catches things bigger than the mesh opening, but fine dross and oxide films slip right through. SiC foam catches particles throughout its thickness, including the fine stuff that causes subsurface defects.
Here’s how we think about it at SF-Foundry: use fiberglass mesh for high‑volume gray iron where quality requirements are moderate. Use SiC foam for ductile iron, large castings, critical components, or any application where inclusion defects are costing you money.
Some foundries even combine them: glass fiber mesh upstream for initial coarse filtration, SiC foam downstream for final polishing. That two‑stage approach can be very effective for high‑quality iron castings.
Installation – What You Need to Know
SiC foam filters are ceramic. They’re strong, but they need to be handled and installed correctly.
Preheat. For iron, preheating to 300‑400°C is strongly recommended. A cold filter hit by 1400°C metal can crack from thermal shock. We’ve seen it happen. Preheat for 30‑45 minutes.
Seal the edges. Metal will flow around the filter if there’s a gap. That’s “bypass” – and it means zero filtration. Use a ceramic fiber gasket or refractory paste around the perimeter.
Support the filter. If you’re pouring a heavy casting with tall metal head, the weight of the iron can push the filter down or tilt it. Make sure the filter seat fully supports the bottom surface. For large filters, some foundries use ceramic support ribs.
Size it right. For large iron castings (multiple tonnes), filter thickness is typically 30‑40mm with 10 PPI pore size, and flow capacity is limited to about 3 kg of iron per cm² of filter area. A thicker filter or a two‑layer design (foam plus honeycomb) may be needed for the biggest pours.
Does It Actually Pay Off?
The data says yes. In typical iron and steel foundries, SiC foam filters have delivered scrap‑rate reductions of 30–60%, with surface finish improvements of 15–40% in downstream machining. These are documented results from real production environments.
What does that mean in dollars? If you’re currently running at 8% scrap, and a filter drops you to 4%, the saving on casting value alone often covers the filter cost many times over. Add in reduced cleaning time, longer tool life, and fewer customer returns, and the ROI becomes clear.
Where Are SiC Foam Filters Used?
SiC foam filters are used across the iron casting industry. They’re standard for:
-
Ductile iron – valve bodies, pump housings, wind turbine hubs, automotive structural parts
-
Gray iron – engine blocks, cylinder heads, brake discs, transmission housings
-
Malleable iron – fittings, brackets, small components
-
Copper alloys – bronze and brass where temperatures exceed 1100°C
In each case, the filter reduces defects, improves mechanical properties, and lowers total cost.
Conclusion
Silicon carbide filters are not the cheapest option on the shelf. But for iron casting, they’re the right tool for the job.
They handle the temperature. They resist thermal shock and chemical attack. And because of their 3D foam structure, they capture inclusions that other filter types simply let through.
Here’s how to choose:
-
For large ductile iron castings → 10 PPI SiC foam
-
For general gray iron → 20 PPI SiC foam
-
For higher quality requirements → 30 PPI SiC foam (with larger filter area)
-
For cost‑sensitive, high‑volume gray iron → fiberglass mesh may be sufficient
Need a recommendation for your specific iron casting? Send us your casting details – we’ll help you select the right filter.
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com