

Low-pressure casting process of aluminum alloys
As an important precision molding technology in the modern foundry industry, low-pressure casting of aluminum alloys has been widely used in the manufacture of key parts in the fields of automobiles, aerospace, electronic communications, etc. This process can be traced back to the 1940s. After decades of development and improvement, it has now become one of the mainstream processes for the production of aluminum alloy castings. The reason why low-pressure casting is so popular is mainly due to its unique process advantages: dense casting structure, excellent mechanical properties, good surface quality, high material utilization rate and low production cost.
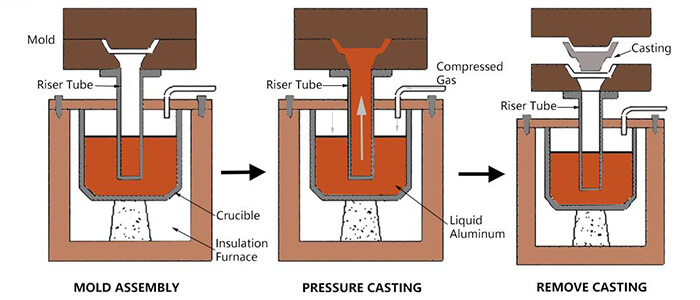
The basic principle of the low-pressure casting process is to use compressed air (or inert gas) to apply a low pressure (usually 20-100kPa) to the aluminum liquid in the sealed crucible, so that the molten metal rises steadily along the stalk and riser tubes, fills the mold cavity and crystallizes and solidifies under pressure. This “bottom-up” filling method is essentially different from traditional gravity casting. It effectively avoids turbulence and oxidation slag inclusions of the molten metal, and the solidification process under pressure significantly improves the internal quality of the casting.
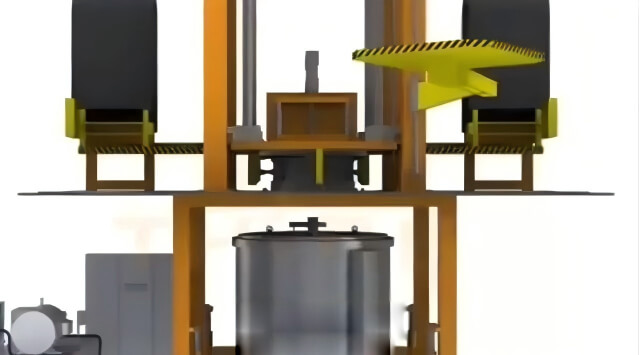
In a typical aluminum alloy low-pressure casting system, the main equipment includes holding furnace, stalk and riser tubes, mold, hydraulic system, pneumatic control system, and cooling system. Among them, the stalk and riser tubes are the key channel connecting the holding furnace and the mold, and its performance directly affects the stability of the casting process and the quality of the casting. A complete set of low-pressure casting equipment can usually achieve automated production, and the pressure curve can be accurately adjusted through the PLC control system to ensure the consistency and repeatability of process parameters.
With the accelerated advancement of the trend of lightweight automobiles, aluminum alloy low-pressure casting technology is facing new development opportunities. According to statistics, the proportion of aluminum alloy castings in modern automobiles has exceeded 30%, among which key components such as engine cylinders, wheels, and steering knuckles are mostly produced by low-pressure casting. These application areas have put forward extremely high requirements on the quality of castings, prompting low-pressure casting technology to continue to develop in the direction of precision, automation, and intelligence.
Detailed explanation of the process flow of aluminum alloy low-pressure casting
The process flow of aluminum alloy low-pressure casting is a systematic project, and each link needs to be precisely controlled to ensure the quality of the final casting. The complete production process starts with the preparation of raw materials, including the selection of aluminum alloy ingots, the preparation of smelting equipment, and the inspection of necessary auxiliary materials. Modern aluminum alloy smelting usually uses a gas reverberatory furnace or an electric furnace, and the smelting temperature is controlled in the range of 700-750℃. At the same time, refining agents and modifiers need to be added to improve the alloy properties. The chemical composition must be strictly controlled during the smelting process, especially the content of elements such as iron and silicon, which has a decisive influence on the subsequent casting performance and the mechanical properties of the casting.
When the aluminum liquid reaches the predetermined temperature and completes the refining treatment, it is transferred to the holding furnace for pouring. The holding furnace is one of the core equipment of the low-pressure casting system. It not only maintains the temperature of the aluminum liquid, but also withstands the gas pressure during the casting process. Modern holding furnaces mostly use resistance heating, and the temperature control accuracy can reach ±3℃. The furnace is usually equipped with a stirring device to ensure the uniform composition of the aluminum liquid. A riser tube is installed on the top of the holding furnace. This is the only channel for the aluminum liquid to enter the mold. Its installation angle and insertion depth need to be precisely adjusted.
Mold preparation is another key link. Low-pressure casting molds have a complex cooling system designed inside. Before each casting, the mold needs to be preheated to 150-300℃ to eliminate thermal stress, and a release agent is sprayed to improve the surface quality of the casting and facilitate demolding. The uniformity of mold temperature distribution directly affects the solidification sequence of the casting, which in turn affects the internal structure and mechanical properties. Modern low-pressure casting molds are often equipped with multiple temperature monitoring points to optimize process parameters through real-time data feedback.
When the mold and aluminum liquid are ready, the formal casting process can begin. The control system introduces dry compressed air or nitrogen into the holding furnace according to the preset pressure curve. Under the action of gas pressure, the aluminum liquid rises steadily along the riser tube and enters the mold cavity through the gate at the bottom of the mold. The pressure rise rate needs to be specially controlled during the filling stage. Too fast will cause aluminum liquid turbulence and produce oxidation slag; too slow may cause cold shut defects. The typical filling time is between 10-60 seconds depending on the size of the casting.
After the filling is completed, the system enters the pressure holding stage. At this time, the gas pressure is maintained at a high level (usually 1.2-1.5 times the filling pressure), forcing the aluminum liquid to crystallize and solidify under pressure. The holding time depends on the wall thickness of the casting, which is generally 3-10 minutes. Appropriate holding pressure and time can effectively compensate for solidification shrinkage and avoid shrinkage defects. After the holding pressure is over, the system is depressurized, and the unsolidified aluminum liquid falls back into the holding furnace under the action of gravity. This design greatly improves the metal utilization rate, which can usually reach more than 85%.
After the casting solidifies and cools to a certain temperature, the mold is opened and the ejection mechanism ejects the casting. The removed casting needs to undergo preliminary treatment such as trimming and grinding, and then heat treatment (such as T6 treatment) to obtain the best mechanical properties. The quality inspection process includes dimensional inspection, X-ray flaw detection, mechanical property testing, etc. to ensure that the casting meets the design requirements. The entire casting cycle usually takes between 5 and 30 minutes depending on the complexity of the casting.
The function of the riser tubes in low-pressure casting
In the aluminum alloy low-pressure casting system, the riser tube plays a very critical but often underestimated role. This special pipe connecting the holding furnace and the mold is essentially the only bridge from the furnace to the cavity of the aluminum liquid. Its performance directly affects the stability of the casting process and the reliability of the casting quality. The riser tube needs to meet multiple stringent requirements at the same time: it must be able to withstand the long-term erosion of high-temperature aluminum liquid, resist frequent temperature changes, maintain sufficient structural strength, and ensure the smooth flow of aluminum liquid.
The working environment of the riser tube is extreme. In each casting cycle, it has to experience drastic temperature changes from room temperature to more than 700°C. This thermal cycle stress is the main cause of failure of most materials. Ordinary metal materials will quickly undergo thermal fatigue cracking under such conditions, while ceramic materials may be damaged by thermal shock. In addition, high-temperature aluminum liquid has strong chemical activity and will react with most materials, causing the riser tube to be corroded and dissolved, which not only shortens its own life, but also pollutes the aluminum liquid and affects the quality of the casting.
The structural design of the riser tube is also crucial. Its inner diameter needs to be accurately calculated according to the weight of the casting and the filling speed. If it is too small, it will cause difficulty in filling the mold, and if it is too large, it may cause turbulence of the aluminum liquid. The thickness of the tube wall should minimize the heat capacity while ensuring strength to reduce heat energy loss. The installation angle of the riser tube is usually vertical or nearly vertical, which helps the aluminum liquid to flow smoothly and fully reflux. Modern high-end risers also design special texture structures on the inner wall to control the flow state of the aluminum liquid and reduce the generation of oxide inclusions.
During the casting process, the riser tube needs to complete several key functions. The first is to guide the aluminum liquid to rise smoothly from the holding furnace to the mold. This process requires the aluminum liquid to flow steadily to avoid gas entrapment or turbulence. Secondly, as a pressure transmission medium, the gas pressure is evenly applied to the surface of the aluminum liquid to ensure complete filling. During the pressure holding stage, the riser tube maintains the unobstructed pressure channel so that the aluminum liquid can effectively compensate for shrinkage. After the casting is completed, the riser also allows the unsolidified aluminum liquid to flow smoothly back to the holding furnace to reduce metal waste.

There are many failure modes for riser tubes, the most common of which are thermal fatigue cracks and aluminum erosion. Cracks usually start on the outer surface and gradually expand inward, eventually causing the pipe to leak. Aluminum erosion is manifested as the inner wall gradually dissolving and thinning, which reduces the strength of the riser tube. These failures not only cause production interruptions and high replacement costs, but are also likely to cause batch scrapping of castings. Statistics show that about 30% of low-pressure casting production failures are directly related to riser tube problems, which highlights the importance of selecting high-quality riser tubes.
As the casting process develops towards higher precision and higher quality, the requirements for riser tube performance are also rising. Modern high-end application fields, such as aerospace castings and automotive safety components, often require riser tubes to maintain stable performance for hundreds or even thousands of casting cycles. This has prompted the riser tube material to gradually upgrade from traditional graphite, alumina, etc. to advanced ceramic materials such as silicon nitride and aluminum titanate to meet the increasingly stringent working conditions.
Development Trend of Low-Pressure Casting of Aluminum Alloys
At present, aluminum alloy low-pressure casting technology is undergoing profound changes and showing several significant development trends. The continuous growth of lightweight demand is driving the development of large and complex thin-walled castings, which puts higher requirements on casting processes and materials. The rapid popularization of new energy vehicles has brought new application scenarios, such as the production of battery housings, motor housings and other components, which often require higher casting accuracy and better mechanical properties. Under the wave of intelligent manufacturing, the controllability and predictability of the casting production process have become increasingly important, which requires each process link, especially key components such as riser tubes, to have more stable performance and longer service life.
The increasingly stringent environmental regulations are also a trend that cannot be ignored. The pressure of energy conservation and emission reduction in the foundry industry is increasing day by day, prompting companies to seek more environmentally friendly and efficient process solutions. In this regard, low-pressure casting has inherent advantages, with high metal utilization and relatively low energy consumption, but there is still room for improvement. As a repeatedly used component, the life of the riser tube directly affects resource consumption and waste generation. High-quality and long-life riser tubes can not only reduce production costs, but also reduce solid waste emissions, with obvious environmental benefits.
In the face of these trends, SEFU has formulated a systematic technical development route. In terms of product research and development, SEFU is focusing on developing a new generation of composite ceramic riser tubes, further improving thermal shock resistance and corrosion resistance through innovative design of material components and microstructures. Preliminary tests show that the laboratory life of these new materials can reach 2-3 times that of traditional materials.
In terms of technical service model, SEFU is transforming from a single product supplier to a solution provider. A casting process database has been established to collect and organize data related to various aluminum alloy compositions, casting parameters and riser tube performance. Based on these data, more accurate selection suggestions and usage guidance can be provided to customers. For special application scenarios, SEFU also provides customized riser tube design and testing services to ensure that the product is perfectly matched with the customer’s process.