

Introduction
Sand casting is one of the oldest and most widely used casting processes in the manufacturing industry. It is a versatile method for creating a variety of metal parts with complex geometries.
Materials for Sand Casting
Sand casting is compatible with a wide range of casting materials, but the most commonly used metals include:
Gray Iron:
Gray iron is one of the most common materials for sand casting. It is known for its excellent castability and good machinability, making it suitable for a wide range of applications.
Ductile Iron (Spheroidal Graphite Iron):
Ductile iron offers improved strength and ductility compared to gray iron, making it ideal for applications where increased mechanical properties are required.
Aluminum Alloys:
Aluminum is a popular choice for sand casting due to its lightweight properties, corrosion resistance, and excellent thermal conductivity. It’s commonly used in the automotive and aerospace industries.
Copper Alloys:
Brass and bronze are often cast using sand casting. They have excellent electrical and thermal conductivity and are used in applications like decorative items and electrical components.
Steel Alloys:
Sand casting can also be used for various steel alloys, especially in cases where high strength and wear resistance are needed.
Sand Casting Process Flow
Pattern Creation:
The process begins with the creation of a pattern, which is a replica of the desired part to be cast. Patterns can be made of wood, metal, or other materials.
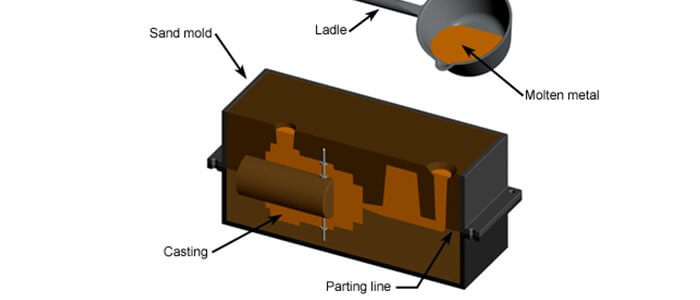
Mold Preparation:
The pattern is placed in a flask, and a mold is created around it using a mixture of sand and a bonding agent, such as clay. The mold is divided into two halves, the cope and the drag.
Pattern Removal:
The pattern is removed from the mold, leaving behind an empty cavity in the shape of the desired part.
Cores (Optional):
Cores are used when internal features or cavities are required in the casting. They are made separately and placed in the mold to create internal spaces in the final part.
Closing the Mold:
The cope and drag are closed together, and the mold is securely clamped. It’s essential to ensure a tight seal to prevent metal from leaking during pouring.
Pouring:
Molten metal, often heated in a furnace, is poured into the mold cavity through a sprue, which is a channel connected to the mold.
Solidification:
The metal cools and solidifies within the mold, taking on the shape of the pattern.
Mold Removal:
After the metal has cooled and solidified, the mold is opened, and the sand is removed from the casting. This process can be done through mechanical means or by dissolving the sand with water.
Finishing:
The cast part may require further finishing, such as removing any gating and riser systems, machining, and surface treatments like painting or plating.
Inspection and Quality Control:
The final cast part is inspected for quality and conformity to specifications. Any necessary post-casting processes are completed.
Conclusion
Sand casting is a time-tested foundry technique that offers great versatility in creating metal parts with diverse shapes and sizes. The process involves pattern creation, mold preparation, pouring, solidification, mold removal, and finishing, resulting in a wide range of applications across industries. By using appropriate materials and following precise procedures, sand casting can produce high-quality metal components for countless applications, contributing to the rich history and continued relevance of this casting method in modern manufacturing.