

If you’ve ever inspected a casting and found sand inclusions—those hard, gritty spots that ruin machined surfaces and shorten tool life—you know the frustration. Often, the culprit isn’t the metal or the filter. It’s the runner system.
Traditional sand runners are molded directly into the sand mold. They’re simple and low-cost, but they have a hidden cost: sand erosion. As molten metal rushes through the runner, it scours sand grains from the walls, carrying them into the casting cavity.
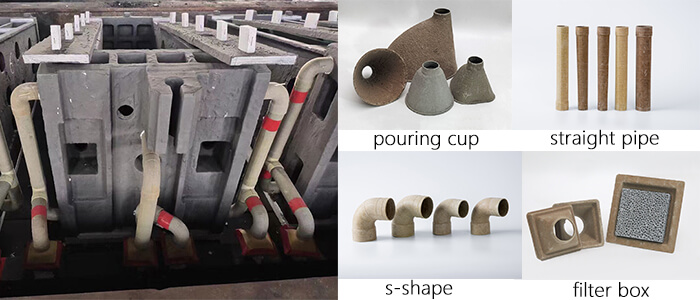
Paper casting runners offer an elegant solution. These pre-formed, refractory-coated paper tubes replace the sand runner, creating a smooth, erosion-resistant channel for molten metal.
What Are Paper Casting Runners?
Paper casting runners are pre-fabricated tubular components made from high-strength refractory paper. They are placed in the mold to form the runner system—the channels that carry molten metal from the sprue to the gates and ultimately to the casting cavity.

Basic Structure
| Component | Description |
|---|---|
| Material | High-temperature refractory paper (cellulose or synthetic fibers with ceramic binders) |
| Shape | Cylindrical tubes, often with tapered ends for connection |
| Sizes | Various diameters (typically 20mm to 100mm) and lengths |
| Wall thickness | 2-5mm, depending on diameter and application |
| Color | Typically light tan, brown |
How They Work
-
Placement — Paper runners are positioned in the mold cavity before closing
-
Molding — Sand is compacted around them; the paper maintains its shape
-
Pouring — Molten metal flows through the smooth paper channel
-
Burnout — The paper burns away during pouring (leaves minimal ash)
-
Result — Clean, erosion-free runner surface throughout the pour
How Paper Runners Compare to Traditional Sand Runners
| Factor | Sand Runner | Paper Runner |
|---|---|---|
| Surface finish | Rough; sand grains exposed | Smooth; no loose particles |
| Erosion resistance | Low—sand scours easily | High—paper resists erosion |
| Sand inclusions risk | High | Very low |
| Consistency | Varies by molder skill | Consistent every time |
| Design flexibility | Limited by mold geometry | Can be placed anywhere; pre-formed shapes |
| Setup time | Molded as part of the mold | Requires separate placement |
| Cost | Low (material only) | Moderate (pre-formed component) |
| Reusability | Single use | Single use |
| Applicable alloys | All | Iron, steel |
The Hidden Cost of Sand Runners
While sand runners have a lower direct material cost, they often carry hidden costs:
| Hidden Cost | Why |
|---|---|
| Scrap from sand inclusions | Sand eroded from runners causes defects |
| Short tool life | Hard sand particles damage cutting tools |
| Grinding and rework | Surface defects require repair |
| Cleaning costs | Shot blasting to remove adhered sand |
Paper runners eliminate most of these hidden costs.
Key Benefits of Paper Casting Runners
Elimination of Sand Inclusions
The most important benefit. When molten metal flows through a paper runner, there are no loose sand grains to be eroded and carried into the casting.
Result: Cleaner castings, fewer rejects, longer tool life.
Consistent Flow Characteristics
Paper runners provide a smooth, consistent surface from pour to pour. This means:
-
Predictable flow rates
-
Reduced turbulence
-
Less reoxidation
-
More consistent filling
Improved Surface Finish
Because no sand is eroded into the metal, casting surfaces are cleaner. This reduces:
-
Grinding time
-
Shot blasting time
-
Machining tool wear
Design Freedom
Paper runners are placed after the mold is made. This means you can:
-
Position runners exactly where needed
-
Use complex runner layouts not possible with sand
-
Easily modify runner designs without pattern changes
Reduced Cleaning Time
Castings produced with paper runners require less shot blasting and grinding. The smooth runner channels also mean less metal sticking to the runner system, making it easier to remove.
Environmentally Friendly
Paper runners are made from renewable materials and burn away cleanly during pouring, leaving minimal ash. They contain no binders that produce harmful fumes.
Design Principles for Paper Runner Systems
Sizing
The same gating design principles apply to paper runners as to sand runners:
| Principle | Application |
|---|---|
| Choke control | The smallest cross-section should be at the choke, not the runner |
| Flow rate | Match runner diameter to required flow rate |
| Length | Keep runners as short as practical to minimize heat loss |
General sizing guide for iron and steel castings:
| Casting Weight | Recommended Runner Diameter |
|---|---|
| Small (<50 kg) | 20-40 mm |
| Medium (50-200 kg) | 40-70 mm |
| Large (200-500 kg) | 70-100 mm |
| Very large (>500 kg) | 100+ mm |
Connections
Paper runners connect to:
-
Sprue — via a tapered transition piece
-
Gates — via branching connectors
-
Filters — paper runners can connect directly to filter boxes
Key points:
-
All connections should be smooth and gradual
-
Avoid sharp corners that create turbulence
-
Use tapered connectors for diameter changes
Placement
Paper runners can be placed:
-
Horizontally — most common; easiest to install
-
Vertically — for certain mold configurations
-
Curved — pre-formed curves are available
Support
Paper runners must be supported to prevent shifting during molding:
-
Rest on the flask bottom or on supports
-
Ensure sand is compacted evenly around them
-
Avoid gaps that allow sand to enter the runner channel
Installation Best Practices
Step 1: Inspection
Before installation, inspect each paper runner for:
-
Cracks or damage
-
Proper diameter and length
-
Clean, unobstructed interior
Step 2: Assembly
| Step | Detail |
|---|---|
| Connect sections | Use tapered connectors or slip joints |
| Seal joints | Apply refractory paste if needed to prevent metal leakage |
| Verify alignment | Ensure smooth flow path |
Step 3: Placement in Mold
| Step | Detail |
|---|---|
| Position | Place runners on flask bottom or on supports |
| Secure | Ensure they won’t shift during molding |
| Check clearance | Maintain proper distance from mold cavity |
Step 4: Molding
| Step | Detail |
|---|---|
| Sand filling | Fill carefully to avoid displacing runners |
| Compaction | Compact evenly; avoid direct impact on runners |
| Verify | After molding, check that runners remain in position |
Step 5: Final Check
Before closing the mold:
-
Confirm all connections are secure
-
Ensure runners are unobstructed
-
Verify filter placement (if using)
Common Applications
Paper casting runners are used primarily for iron and steel castings:
| Application | Why Paper Runners Are Used |
|---|---|
| Gray iron castings | Reduce sand inclusions in engine blocks, valve bodies |
| Ductile iron castings | Cleaner metal for structural components |
| Steel castings | High-temperature applications; clean runners reduce defects |
| High-volume iron production | Consistency reduces scrap |
| Complex iron castings | Design flexibility for complex runner layouts |
Cost Considerations
Direct Cost
| Factor | Impact |
|---|---|
| Material cost | Higher than sand runners (pre-formed component) |
| Labor cost | Additional time for placement |
| Inventory cost | Stock various sizes and shapes |
Indirect Savings
| Saving | Typical Impact |
|---|---|
| Scrap reduction | 2-10% reduction in sand inclusion-related scrap |
| Tool life extension | 20-50% longer machining tool life |
| Cleaning cost reduction | Less grinding, shorter shot blasting |
| Rework reduction | Fewer surface defects to repair |
ROI Calculation
Many foundries find that the indirect savings from paper runners exceed the direct material cost, resulting in net cost reduction.
Frequently Asked Questions
Q1: What alloys are paper runners suitable for?
A: Paper runners are suitable foriron and steel castings.
Q2: Do paper runners leave ash in the casting?
A: Minimal. The paper burns away completely during pouring, leaving only a small amount of ash that typically floats to the top of the runner system and does not enter the casting.
Q3: Can paper runners be used with filters?
A: Yes. Paper runners can be designed to connect directly to filter boxes or filter seats, creating a complete clean metal delivery system.
Q4: Are paper runners reusable?
A: No. Paper runners are single-use; they burn away during pouring.
Q5: How do I choose the right diameter?
A: Match runner diameter to your required flow rate. A good starting point: runner area should be approximately 1.5-2× the choke area.
Q6: Can I use paper runners in automated molding lines?
A: Yes. Paper runners are compatible with automated molding; they can be placed by robots or operators before mold closing.
Conclusion
Paper casting runners are a proven technology for improving casting quality and reducing sand inclusion defects in iron and steel foundries. They offer:
| Benefit | Impact |
|---|---|
| Eliminate sand inclusions | Cleaner castings, longer tool life |
| Consistent flow | Reduced turbulence, fewer defects |
| Design flexibility | Easy to modify, no pattern changes |
| Reduced cleaning | Less grinding, shorter shot blasting |
Consider paper runners if:
-
You’re fighting sand inclusion defects in iron or steel castings
-
You want to extend machining tool life
-
You need consistent runner geometry
-
You’re looking for a simple, effective quality improvement
At SF-Foundry, we supply high-quality paper casting runners for iron and steel foundries. Our paper runners are manufactured to consistent dimensions and designed for easy installation.
Contact us:
-
Email: info@sf-foundry.com
-
Technical Support: 8618636913699
-
Website: www.sf-foundry.com