

If you’re specifying an aluminum casting, one of the first decisions you’ll face is which casting process to use. The three most common permanent mold processes—Gravity Die Casting (GDC) , Low Pressure Die Casting (LPDC) , and High Pressure Die Casting (HPDC) —all produce aluminum parts, but they do it in fundamentally different ways.
The choice affects everything: part quality, mechanical properties, production speed, tooling cost, and ultimately your bottom line.
How Each Casting Process Works
Gravity Die Casting (GDC) – The Simplest Approach
Gravity die casting—also called permanent mold casting—is the most straightforward of the three. Molten aluminum is poured into a reusable metal mold, and gravity does the rest. The mold is typically made from heat-resistant alloy steel and can be used for many cycles.
How it works:
-
Metal is poured manually or automatically into the mold from above
-
The metal flows into the cavity under its own weight
-
Solidification occurs in the metal mold, which extracts heat faster than sand
-
Sand cores can be used to create complex internal passages
This is a well-established process. It’s simple and doesn’t require expensive pressure systems
Pressure: None – gravity only
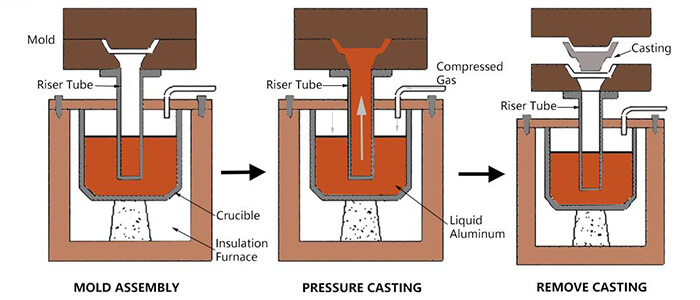
Low Pressure Die Casting (LPDC) – Controlled Filling from Below
Low pressure die casting was developed to address some limitations of gravity casting. In LPDC, the mold sits above a sealed crucible of molten metal. Compressed gas (typically dry air) applies low pressure to the melt surface, pushing metal up through a riser tube into the mold.
How it works:
-
A sealed crucible holds the molten aluminum
-
Low gas pressure (typically around 0.05 MPa) pushes metal upward
-
Metal fills the mold from the bottom up, smoothly and with minimal turbulence
-
Pressure is maintained during solidification to feed shrinkage
The bottom-up filling and sustained pressure during solidification are what give LPDC its good internal quality.
Pressure: Low (approx. 0.05 MPa / 0.5 bar typical)
High Pressure Die Casting (HPDC) – Speed and Precision
High pressure die casting is the fastest and most automated of the three. Molten metal is injected into a steel die at extremely high speed and pressure.
How it works:
-
Molten metal is injected into the die at high speed (typically 30–60 m/s)
-
Pressure ranges from 20 to 200 MPa
-
The metal fills intricate mold features in milliseconds
-
Solidification occurs rapidly under pressure
HPDC produces complex, near-net-shape parts at very high speeds.
Pressure: High (20–200 MPa / 10,000–20,000 psi typical)

Direct Comparison
Based on industry data:
| Feature | GDC | LPDC | HPDC |
|---|---|---|---|
| Pressure source | None (gravity) | Compressed gas | Hydraulic/mechanical |
| Pressure range | 0 MPa | 0.02–0.08 MPa | 20–200 MPa |
| Filling speed | Slowest (gravity dependent) | Relatively slow (0.5–2 m/s) | Very fast (30–60 m/s) |
| Cycle time | Slow (minutes) | Moderate (minutes) | Very fast (seconds) |
| Heat treatable? | Yes | Yes | Usually not |
| Internal quality | Dense, but may have shrinkage | Dense, minimal porosity | May have gas porosity |
| Surface finish | Moderate | Better than GDC, not as good as HPDC | Excellent |
| Tooling cost | Lower | Moderate | Very high |
| Production efficiency | Low | Medium | High |
| Typical applications | Pump housings, intake manifolds | Wheels, engine blocks, cylinder heads | Transmission cases, 3C housings |
Key Differences That Matter
Porosity and Internal Quality
This is an important technical distinction.
HPDC injects metal at very high speed. Air can get trapped in the die cavity and become gas porosity in the casting. This is why HPDC castings are generally not heat-treatable – the trapped gas can expand during heat treatment and cause surface blistering.
LPDC fills smoothly from the bottom up, with less turbulence. The result is dense, low-porosity castings that can be heat-treated. LPDC parts also benefit from pressure being maintained during solidification, which feeds shrinkage and further improves density.
GDC produces relatively dense castings, but quality depends more on gating design and operator skill. Without pressure assistance, feeding is less effective than in LPDC.
Heat Treatment
HPDC parts generally cannot be heat-treated (like T6) because trapped gas can cause surface blistering.
LPDC parts, being heat-treatable, can achieve improved mechanical properties.
GDC parts can also be heat-treated.
Production Speed and Volume
HPDC cycle times are measured in seconds. A single HPDC machine can produce many parts per day.
LPDC cycles are slower—typically minutes.
GDC is the slowest.
Cost Structure
HPDC has the highest tooling and equipment costs. Dies must withstand extreme pressures and are expensive. However, the per-part cost can drop at high volumes due to the fast cycle times.
LPDC tooling is less expensive than HPDC.
GDC has the lowest tooling and equipment costs.
Typical Applications
Gravity Die Casting (GDC)
GDC is chosen when the part is large, when volumes are moderate, or when tooling budget is limited.
Common applications:
-
Intake manifolds
-
Pump housings and valve bodies
-
Large industrial components
-
Machine tool bases
-
Parts requiring sand cores for complex internal passages
Low Pressure Die Casting (LPDC)
LPDC is standard for parts that require good structural integrity, heat treatment, and moderate to high volumes.
Common applications:
-
Automotive aluminum wheels
-
Engine blocks and cylinder heads
-
Clutch housings
-
Aerospace components
High Pressure Die Casting (HPDC)
HPDC is the choice for high-volume, complex, thin-walled parts where speed and dimensional accuracy are important.
Common applications:
-
Automotive transmission cases
-
Motor end covers
-
Electronic device housings (laptop chassis, phone frames)
-
Automotive brackets and housings
-
3C product casings
Selection Guide – How to Choose
Use this decision framework to narrow down your options.
Step 1: Consider Your Production Volume
| Annual Volume | Recommended Process |
|---|---|
| Small batches / single pieces | GDC (lowest tooling cost) |
| Medium / small batches | LPDC or GDC |
| Mass production | HPDC (fastest cycle times) |
Step 2: Consider Your Quality Requirements
| Requirement | Recommended Process |
|---|---|
| Standard commercial quality | GDC or HPDC |
| Heat treatment required | LPDC or GDC – not HPDC |
| Better internal quality, fewer pores | LPDC |
| Excellent surface finish | HPDC |
| Complex thin walls | HPDC |
Step 3: Consider Part Geometry and Size
| Feature | Best Process |
|---|---|
| Thick sections, large parts | GDC or LPDC |
| Thin walls, complex details | HPDC |
| Parts requiring sand cores | GDC or LPDC |
| Symmetrical parts (e.g., wheels) | LPDC |
| Very large castings | GDC |
Step 4: Consider Your Budget
| Budget Constraint | Recommended Process |
|---|---|
| Low tooling investment | GDC |
| Moderate tooling, good quality | LPDC |
| High volume, can absorb tooling cost | HPDC |
The Role of Filtration in Each Process
Filtration matters in all three processes—but the approach differs.
GDC and LPDC
Both GDC and LPDC use gating systems with runners, which means ceramic foam filters can be placed directly in the runner, close to the casting cavity. This is an effective way to remove inclusions before they reach the part.
In LPDC, the filter is often placed in the runner system between the riser tube and the casting. Alumina ceramic foam filters (20–30 PPI) are common for aluminum LPDC applications.
HPDC
HPDC has no traditional gating system—metal is injected directly from the shot sleeve into the die. You cannot place a filter in the runner because there is no runner.
Instead, filtration must happen before the metal enters the shot sleeve. This is typically done in the launder system between the holding furnace and the shot sleeve, using ceramic foam filters or fiberglass mesh.
Why Filtration Matters for All Three
Regardless of the process, clean metal is essential. Inclusions cause:
-
Reduced mechanical properties
-
Poor machinability (hard spots)
-
Rejected parts
-
Reduced tool life
For LPDC and GDC, a properly placed ceramic foam filter is one of the most effective ways to improve casting quality.
Frequently Asked Questions
Q1: Which process produces the strongest aluminum castings?
A: LPDC with heat treatment produces strong castings—mechanical properties can be improved significantly. HPDC parts are strong but generally cannot be heat-treated to the same level due to gas porosity.
Q2: Why can’t HPDC castings be heat-treated?
A: The high-speed injection can trap air in the casting as gas porosity. During heat treatment, this trapped gas can expand and cause surface blistering. Some advanced processes like vacuum-assisted HPDC can reduce porosity, but standard HPDC generally cannot be heat-treated.
Q3: Which process is cheapest?
A: It depends on volume. For low volumes, GDC has the lowest tooling cost. For high volumes, HPDC can have a lower per-part cost. LPDC offers a balance for medium volumes.
Q4: Can I use the same tooling for LPDC and HPDC?
A: No. The pressure levels are completely different—LPDC uses around 0.05 MPa, HPDC uses 20–200 MPa. HPDC dies must be much stronger and are far more expensive.
Q5: Which process is best for aluminum wheels?
A: LPDC is the industry standard for aluminum wheels. The smooth bottom-up filling and pressure during solidification produce the dense, high-quality structure that wheels require.
Q6: How do I filter aluminum in HPDC if there’s no gating system?
A: Filtration must occur in the launder before the metal enters the shot sleeve. Ceramic foam filters can be placed in the launder system, or fiberglass mesh can be used for coarser filtration.
Conclusion
Choosing between GDC, LPDC, and HPDC comes down to three questions:
-
How many parts do you need? – Low volume → GDC; Medium volume → LPDC; High volume → HPDC
-
What quality do you need? – Heat treatment or better internal quality → LPDC; Surface finish and precision → HPDC
-
What’s your tooling budget? – Limited → GDC; Moderate → LPDC; Can invest for high volume → HPDC
| If you need… | Choose… |
|---|---|
| Lowest cost, small batches, large parts | GDC |
| Better internal quality, heat-treatable, medium volume | LPDC |
| Highest speed, thin walls, high volume | HPDC |
At SF-Foundry, we supply alumina ceramic foam filters for all three casting processes. For GDC and LPDC, our filters go in the runner system. For HPDC, we supply filters for launder systems and degassing rotors for melt preparation. Contact us for help selecting the right filtration for your casting process.
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com