

Introduction:
Welcome to the world of Alumina Ceramic Foam Filters! In this essay, we will dive into the fascinating applications of these innovative filters. Alumina Ceramic Foam Filters have gained significant popularity across various industries due to their unique properties and excellent filtration capabilities. As we embark on this journey, we will explore the practical uses of these filters in different sectors and understand their impact on enhancing efficiency and quality. So, let’s get started!
Section 1: Understanding Alumina Ceramic Foam Filters
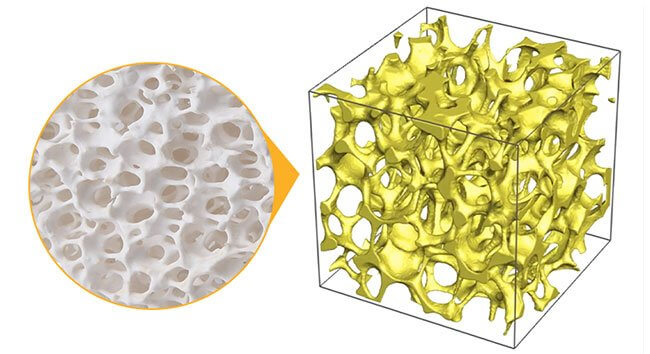
Before delving into the applications, let’s first grasp the fundamentals of Alumina Ceramic Foam Filters. These filters are made of a special type of ceramic material known as alumina, a high-temperature-resistant material, which is derived from aluminum oxide. This type of filter has a porous structure with interconnected voids, resembling a sponge-like foam. This unique structure grants the filter a high surface area, making it ideal for filtration purposes.
Alumina ceramic foam filters have gained significant importance in the field of metal casting due to their unique properties and diverse applications. These filters play a crucial role in improving the quality of castings by effectively removing impurities and enhancing the overall integrity of the metal.
Section 2: Metallurgical Industry
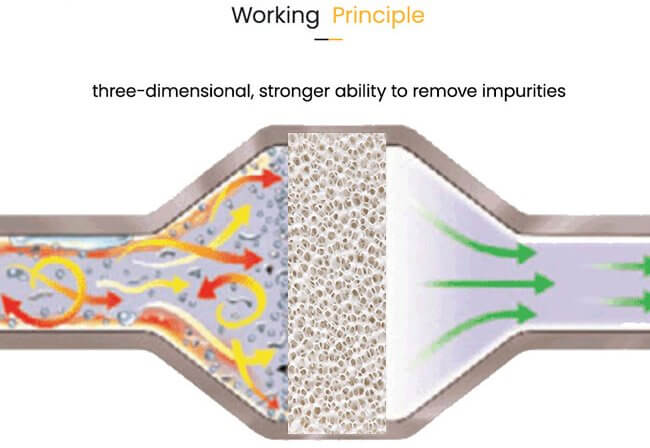
One of the primary applications of Alumina Ceramic Foam Filters is in the metallurgical industry. In the casting process, these filters are placed in the gating system to remove impurities and achieve a higher quality of castings. They effectively trap solid contaminants, such as oxides, slag, and non-metallic inclusions, ensuring the resulting castings have improved mechanical properties and surface finish.
This application has found its way into industries like automotive, aerospace, and construction, where high-quality castings are crucial.
In aluminum production, these filters are employed in both the primary and secondary casting processes. They aid in removing impurities such as oxides, dross, and slag from molten aluminum, resulting in castings with enhanced integrity and reduced defects. The use of alumina ceramic foam filters also promotes uniform flow and distribution of molten metal, improving the overall casting performance.
Furthermore, the application of alumina ceramic filters extends to the production of various non-ferrous alloys, including copper, zinc, and nickel-based alloys. These filters efficiently remove impurities, ensuring the production of high-quality castings with improved mechanical properties and dimensional accuracy.
Section 3: Foundry Industry
In the foundry industry, alumina ceramic filters have become indispensable tools for improving casting quality and efficiency. These filters find widespread application in diverse foundry processes, including sand casting, investment casting, and die casting.
Alumina ceramic foam filters play a crucial role in the foundry industry by effectively removing impurities and enhancing the quality of castings. In sand casting, these filters are placed between the gating system and the mold cavity, serving as a barrier to trap inclusions, slag, and other unwanted particles present in the molten metal. This filtration process leads to cleaner castings with reduced defects and improved surface finish. And it’s uniform porosity and interconnected structure enable efficient filtration while maintaining a consistent flow of the metal.
Section 4: Filtration in the Chemical Industry
Alumina Ceramic Foam Filters also find application in the chemical industry for efficient filtration of liquids and gases. They are utilized in processes such as wastewater treatment, purification of chemicals, and filtration of corrosive fluids. In chemical reactions, they serve as catalyst supports, allowing for efficient contact between reactants and catalysts, thereby enhancing reaction rates and yields. The chemical resistance and high-temperature stability of the filters make them ideal for such demanding environments. The uniform porosity of the foam structure allows for precise filtration, ensuring the removal of even the smallest particles and contaminants.
Coated with catalysts, alumina filters are employed to remove unwanted contaminants and ensure the purity of the final product. The filters’ porosity and interconnected structure provide a large surface area for effective filtration and purification, resulting in catalysts with enhanced performance and longevity.
The advantages of alumina ceramic foam filters in the chemical industry are manifold. Their high-temperature resistance and thermal stability make them suitable for extreme operating conditions. The filters’ corrosion resistance allows them to withstand contact with corrosive chemicals, ensuring longevity and reliability. Additionally, their efficient filtration capabilities and large surface area contribute to the production of high-purity compounds and catalysts.
Section 5: Environmental Applications
In recent years, Alumina Ceramic Foam Filters have made significant contributions to environmental protection. These filters are employed in air and water purification systems to eliminate pollutants and improve air quality. Their ability to trap fine particulate matter and harmful gases makes them indispensable in industrial scrubbers, emission control systems, and wastewater treatment plants. By adopting these filters, industries can meet regulatory standards and minimize their environmental footprint.
Alumina foam filters have gained prominence as versatile substrates for supporting photocatalytic materials in various applications. These filters provide an ideal platform for immobilizing photocatalysts, facilitating efficient light absorption, surface reactions, and the degradation of pollutants.
Alumina ceramic foam filters serve as excellent substrates for photocatalysts, offering several advantages in photocatalytic applications. The filters’ porous structure provides a large surface area for the deposition of photocatalytic materials, such as titanium dioxide (TiO2) nanoparticles. The high porosity and interconnected network of the filters ensure efficient light penetration and access to the photocatalyst, maximizing the utilization of incident light.

Alumina ceramic foam filters are extensively utilized in water purification systems due to their exceptional filtration properties and compatibility with various water treatment processes. These filters effectively remove suspended solids, bacteria, viruses, and other particulate matter from water, ensuring its quality and safety.
In water treatment plants, alumina filters are employed as pre-filters to remove larger particles and impurities before further treatment steps. Their porous structure and interconnected channels provide a large surface area for efficient particle entrapment, resulting in clearer and cleaner water.
The durability and chemical resistance of alumina ceramic foam filters make them suitable for various water purification applications, including municipal water treatment, industrial water filtration, and point-of-use systems. Their thermal stability allows for backwashing and cleaning processes, ensuring extended service life and cost-effectiveness. With their advanced filtration capabilities, compatibility with various treatment processes, and durability, these filters contribute to the production of clean and safe drinking water in municipal and industrial settings.
Section 6: Healthcare and Biotechnology
The unique properties of Alumina Ceramic Filters have also found applications in the healthcare and biotechnology sectors. The filters are utilized in laboratory settings for sample preparation, sterile filtration, and purification of liquids in research and diagnostic procedures. Their inert nature and biocompatibility make them suitable for critical applications in the pharmaceutical and biotechnology industries. Alumina Ceramic Filters play a vital role in ensuring the quality and safety of medical products.
Conclusion:
In conclusion, Alumina Ceramic Foam Filters have become indispensable across various industries due to their exceptional filtration capabilities and unique properties. From the metallurgical and foundry industries to the chemical sector, environmental applications, and the healthcare field, these filters have revolutionized processes, improving efficiency and quality. As technology continues to advance, we can expect to see even more diverse applications of Alumina Ceramic Foam Filters, leading to further advancements