

In modern metal casting, the pursuit of zero-defect castings has made molten metal filtration an essential process rather than an optional extra. Ceramic foam filters (CFFs) stand at the forefront of this technology, removing inclusions, stabilizing flow, and dramatically improving casting quality.
Since their development in 1974 by Swiss Aluminium Limited, ceramic foam filters have become indispensable tools in foundries worldwide. This comprehensive guide explains the different types available, the significance of pore sizes, and how to select the right filter for your specific application.
What Are Ceramic Foam Filters?
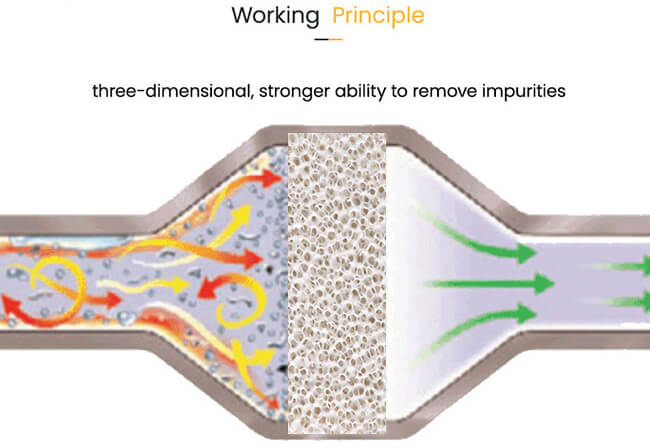
Ceramic foam filters are porous, three-dimensional open-cell structures designed to purify molten metals by removing inclusions, oxides, and other contaminants. They are manufactured from high-quality ceramic materials and feature a reticulated structure that allows molten metal to flow through while trapping solid impurities.

How They Work
Ceramic foam filters operate through three primary mechanisms:
-
Sieving: Large particles are physically blocked by the filter’s pore openings
-
Adsorption: Fine particles adhere to the internal surface of the ceramic struts due to surface energy
-
Depth filtration: Contaminants are trapped within the tortuous three-dimensional pore network as molten metal flows through
Benefits of Filtration
The use of ceramic foam filters delivers multiple benefits:
-
Reduction of non-metallic inclusions by 40-70%
-
Improved mechanical properties (tensile strength, ductility, fatigue resistance)
-
Better surface finish (15-40% improvement)
-
Reduced machining costs due to fewer subsurface defects
-
Lower scrap rates (documented reductions of 30-60% in iron and steel foundries)
-
Laminar flow promotion, reducing turbulence and re-oxidation
Types of Ceramic Foam Filters by Material
The choice of filter material is perhaps the most critical decision, as it determines compatibility with the molten metal being cast.
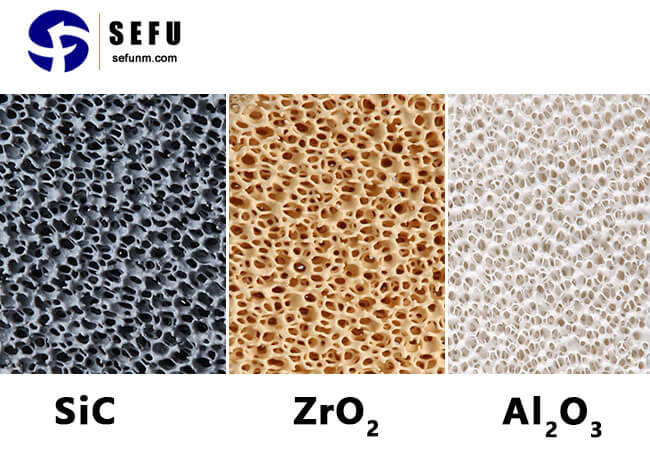
Alumina (Al₂O₃) Filters
Composition: Primarily aluminum oxide, often with minor additions of silica and other binders.
Properties:
-
Maximum operating temperature: 1200-1250°C
-
Bulk density: 0.35-0.55 g/cm³
-
Compressive strength: ≥0.8 MPa
-
Color: White
Applications:
-
Aluminum and aluminum alloys
-
Magnesium alloys (special formulations)
-
Gravity die casting, low-pressure casting, sand casting
-
Automotive aluminum components
Advantages:
-
Excellent chemical resistance to aluminum melts
-
Good thermal shock resistance for non-ferrous applications
-
Cost-effective for aluminum foundries
Silicon Carbide (SiC) Filters
Composition: Silicon carbide (>80%) with ceramic binders.
Properties:
-
Maximum operating temperature: 1500-1560°C
-
Porosity: 80-90%
-
Bulk density: 0.45-0.65 g/cm³
-
Compressive strength: ≥1.0 MPa
-
Color: Grey-black
-
Thermal shock resistance: withstands ΔT >1200°C
Applications:
-
Gray iron castings
-
Ductile iron castings
-
Copper and copper alloys (bronze, brass)
-
Non-ferrous alloys requiring higher temperatures
Advantages:
-
High thermal conductivity
-
Excellent abrasion resistance
-
Good chemical stability in iron and copper melts
-
Reduces turbulence in copper alloy casting
Zirconia (ZrO₂) Filters
Composition: Yttria or magnesia-stabilized zirconia.
Properties:
-
Maximum operating temperature: 1700-1760°C
-
Open porosity: 75-85%
-
Bulk density: 0.45-0.65 g/cm³ (foam); 1.0-1.5 g/cm³ (dense variants)
-
Compressive strength: 1.2-1.6 MPa
-
Thermal shock resistance: ≥7 cycles at ΔT >1000°C
-
Color: Yellow
-
Filtration efficiency: ≥80% for inclusions <10 µm
Applications:
-
All steel grades (carbon steel, stainless steel, alloy steel)
-
Nickel-based superalloys
-
Cobalt-based superalloys
-
High-value aerospace and investment castings
Advantages:
-
Exceptional thermal shock resistance
-
Non-wetting surface resists slag adhesion
-
Chemically inert to Fe, Ni, Cr, Co alloys
-
Maintains structural integrity at extreme temperatures
Magnesia (MgO) Filters
Properties:
-
Maximum operating temperature: 1100°C
-
Bulk density: 0.5-0.7 g/cm³
-
Compressive strength: ≥0.8 MPa
-
Color: Yellow
Applications:
-
Magnesium and its alloys
-
Low-temperature non-ferrous applications
Material Selection Summary
| Metal Type | Recommended Material | Maximum Temperature | Key Advantage |
|---|---|---|---|
| Aluminum alloys | Alumina (Al₂O₃) | 1250°C | Chemical resistance to Al |
| Magnesium alloys | Magnesia (MgO) | 1100°C | Compatibility with Mg |
| Copper alloys | Silicon Carbide (SiC) | 1500°C | Thermal conductivity |
| Gray/Ductile Iron | Silicon Carbide (SiC) | 1500°C | Abrasion resistance |
| Carbon/Stainless Steel | Zirconia (ZrO₂) | 1700°C | Thermal shock resistance |
| Superalloys | Zirconia (ZrO₂) | 1700°C | Chemical inertness |
Types of Ceramic Foam Filters by Shape
Disc Filters (Circular)
Circular filters designed for integration into pouring cups, sprue bases, or mold cavities.
Specifications:
-
Diameters: 35 mm to 300 mm
-
Thickness: 12 mm to 80 mm
-
PPI range: 10-40
Best for:
-
Gravity die casting
-
Low-pressure casting
-
Aerospace components
-
Single-cavity molds
Square Filters
Rectangular filters designed for runner systems and larger flow channels.
Specifications:
-
Sizes: 30×30 mm to 360×360 mm
-
Thickness: 11 mm to 50 mm
-
PPI range: 10-40
Best for:
-
Sand casting
-
Permanent mold casting
-
Large-section castings
-
Multi-cavity molds
Cylindrical Filters (Tubular)
Tube-shaped filters for inline filtration applications.
Best for:
-
Investment casting
-
Titanium processing
-
High-value aerospace alloys
-
Continuous casting applications
Filter Boxes
Metal-net enclosures designed to hold ceramic foam filters in ladle pouring systems.
Best for:
-
Ladle pouring systems
-
Tapping troughs
-
Continuous casting operations
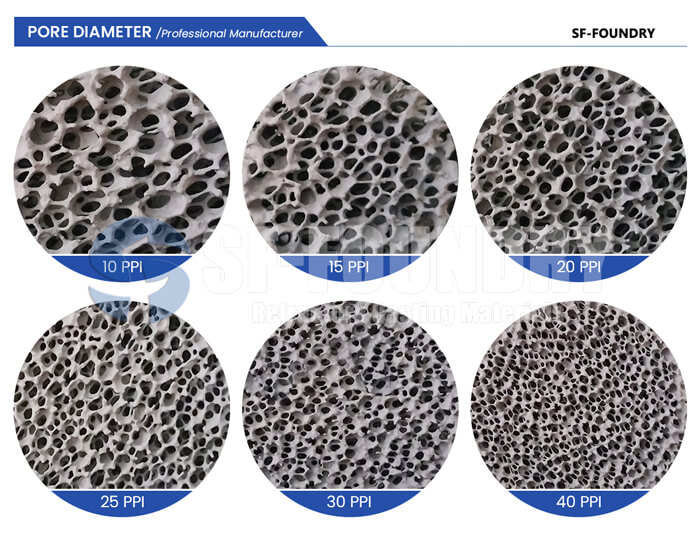
Understanding Pore Size (PPI)
What is PPI?
PPI stands for Pores Per Inch—a measure of the number of pores in a linear inch of filter material. This is the standard specification for ceramic foam filter porosity.
PPI Ranges and Applications
| PPI Range | Pore Size Category | Typical Applications | Flow Rate | Filtration Efficiency |
|---|---|---|---|---|
| 10-15 PPI | Coarse | Ductile iron, large gray iron, steel castings | Highest | Lower (removes large inclusions) |
| 20-30 PPI | Medium | Small gray iron, malleable steel, non-ferrous alloys | Moderate | Good (balanced performance) |
| 40-60 PPI | Fine | Aluminum aerospace, precision automotive, thin-wall castings | Lower | Highest (removes fine inclusions) |
| 80+ PPI | Ultra-fine | Specialized high-precision applications | Very low | Exceptional |
PPI Selection Guidelines
10-15 PPI :
-
Ductile iron castings
-
Large gray iron castings
-
Steel castings (with appropriate material)
-
Applications where high flow rate is critical
20-30 PPI :
-
Small gray iron castings
-
Malleable steel castings
-
Non-ferrous metal castings
-
General-purpose aluminum casting
-
Most automotive castings
40-60 PPI :
-
High-precision aluminum castings
-
Aerospace components
-
Thin-wall castings
-
Applications requiring maximum inclusion removal
The PPI Trade-off
Understanding the trade-off is essential:
Smaller pores (higher PPI):
-
✅ Removes finer inclusions
-
❌ Higher pressure drop
-
❌ More容易 clogging
-
❌ Slower mold filling
Larger pores (lower PPI):
-
✅ Lower pressure drop
-
✅ Higher flow rate
-
✅ Less clogging
-
❌ Less effective at removing tiny particles
Selection principle: Choose the largest PPI (coarsest filter) that still achieves the required inclusion removal. This minimizes flow resistance while ensuring quality.
Filter Thickness Selection
Filter thickness must be sufficient to prevent burn-through while matching the application requirements.
Thickness Guidelines by Application
| Application | Recommended Thickness |
|---|---|
| Small aluminum alloy castings | 12-15 mm |
| Large non-ferrous alloy castings | 20-25 mm |
| Cast iron castings | 10-22 mm |
| Steel castings | ≥20 mm |
Why Thickness Matters
A filter that is too thin may be burned through by the molten metal, which would artificially introduce slag and cause casting scrap. Conversely, unnecessarily thick filters increase cost and may create excessive flow resistance.
Filtration Mechanisms and Efficiency
Filtration Mechanisms
Research has identified that ceramic foam filters operate through deep-bed filtration mechanisms, particularly for particles smaller than the pore diameter. This means particles are captured throughout the filter thickness, not just on the surface.
Factors Affecting Filtration Efficiency
Filter Structure: Computer tomography studies of 20 and 30 PPI filters have shown that pore structure significantly affects particle capture.
Filter Position: The position of the filter in the gating system influences filtration efficiency. Common positions include:
-
Horizontal in runner with flow from top to bottom (falling)
-
Vertical in runner
-
Horizontal with flow from bottom to top (rising)
-
Horizontal below sprue
Filter Length: Longer filters provide more surface area and depth for particle capture. Studies with double-length filters (44 mm vs. 22 mm) have demonstrated increased filtration efficiency.
Surface Roughness: The surface roughness of filter struts affects particle adhesion. Alumina filters typically have roughness of 1.7 µm, while mullite filters measure 7.3 µm.
Quantifying Efficiency
Laboratory tests confirm that high-quality zirconia filters achieve ≥80% inclusion removal efficiency for particles below 10 µm. For silicon carbide filters in iron and steel applications, documented reductions in inclusions range from 40-70%.
Installation Guidelines
Placement Options
Ceramic foam filters can be placed in several positions within the gating system:
-
Horizontally at the bottom of the sprue (most common)
-
Horizontally in the runner
-
Vertically in the runner or ingate
-
On one side of the sprue (for vertically parted molds)

Critical Installation Requirements
Preheating: Always preheat ceramic foam filters to 200-400°C before use to:
-
Prevent thermal shock
-
Reduce moisture content
-
Avoid hydrogen pickup in reactive metals
Secure Positioning: Filters must be firmly positioned to prevent floating or movement during pouring.
No Gaps: Any gaps around the filter will allow metal to bypass, rendering filtration ineffective.
Gating System Design: Design the gating system as semi-closed or open to avoid metal turbulence, and increase the size of relevant gating system units to compensate for filter flow resistance.
Common Mistakes to Avoid
Wrong Material Selection
Using an alumina filter with steel will cause it to dissolve, introducing contamination rather than removing it. Always match filter material to the molten metal.
Pore Size Too Small
Selecting excessively fine pores can cause metal to freeze before filling the mold, resulting in misruns and cold shuts.
Inadequate Preheating
Failure to preheat filters properly can cause thermal shock cracking, allowing unfiltered metal to bypass the filtration system.
Poor Installation
Gaps around the filter negate its effectiveness. Ensure tight, secure placement.
Incorrect Thickness
Too thin = burn-through risk. Too thick = unnecessary cost and flow restriction. Follow application-specific guidelines.
Specialized Filter Types
Honeycomb Ceramic Filters
Straight-channel filters offering:
-
Higher strength than foam filters
-
Good rectifying and filtering composite effects
-
High dimensional accuracy
-
Stable passing rates
Investment Casting Filters
Specialized formulations for investment casting applications, available in custom structures for master melt or casting applications.
High-Precision Cut Filters
Premium filters precision-cut after firing to the tightest dimensional tolerances, ensuring optimal mold fit and reduced risk of metal bypass.
Commercial Applications
Aerospace Manufacturing
The aerospace industry demands exceptional material purity. Ceramic foam filters remove non-metallic inclusions from aluminum and titanium alloys used in:
-
Turbine blades
-
Engine housings
-
Structural airframe components
Filters with fine pore sizes (10-30 PPI) are selected for aerospace-grade castings to meet stringent ASTM and AMS specifications.
Automotive Industry
In automotive manufacturing, filters improve yield rates by minimizing defects in:
-
Engine blocks and cylinder heads
-
Transmission cases
-
Suspension components
-
Brake calipers
Documented benefits include a 27% drop in non-metallic inclusion counts and 22% reduction in rework for powertrain components.
Steel Foundries
Zirconia filters for steel casting achieve:
-
≥80% inclusion removal for sub-10 µm particles
-
Flow rates exceeding 8 L/min·cm²
-
Thermal stability at 1700°C
-
Recovery efficiency >90% after reverse cleaning
Iron Foundries
Silicon carbide filters for iron casting deliver:
-
30-60% scrap reduction
-
15-40% surface finish improvement
-
20-40% reduction in shrinkage tendencies
Selection Decision Matrix
Step 1: Identify Your Metal
| Your Metal | Filter Material Choice |
|---|---|
| Aluminum | Alumina (Al₂O₃) |
| Magnesium | Magnesia (MgO) or Alumina |
| Copper alloys | Silicon Carbide (SiC) |
| Gray/Ductile Iron | Silicon Carbide (SiC) |
| Steel (all grades) | Zirconia (ZrO₂) |
| Superalloys | Zirconia (ZrO₂) |
Step 2: Determine Pore Size
| Your Requirements | Recommended PPI |
|---|---|
| High flow rate, large inclusions only | 10-15 PPI |
| Balanced performance, general casting | 20-30 PPI |
| Maximum inclusion removal, thin sections | 40-60 PPI |
Step 3: Select Shape
| Your Gating System | Recommended Shape |
|---|---|
| Sprue base, pouring cup | Disc (round) |
| Runner system, multi-cavity | Square/rectangular |
| Investment casting tree | Custom/cylindrical |
| Ladle/tundish | Filter box |
Step 4: Choose Thickness
| Your Application | Recommended Thickness |
|---|---|
| Small aluminum castings | 12-15 mm |
| Large aluminum castings | 20-25 mm |
| Iron castings | 10-22 mm |
| Steel castings | ≥20 mm |
Step 5: Verify Size
Calculate required filter area based on:
-
Pouring weight
-
Pouring time
-
Allowable flow rate (function of PPI and area)
Conclusion
Ceramic foam filters are essential tools for modern foundries seeking to produce high-quality, defect-free castings. The selection process involves matching filter material to the molten metal, choosing appropriate pore size (PPI) for the required filtration level, selecting the correct shape for the gating system, and ensuring adequate thickness for the application.
Alumina filters serve aluminum and non-ferrous alloys up to 1250°C. Silicon carbide filters handle iron, copper, and high-temperature non-ferrous applications up to 1500°C. Zirconia filters excel with steel and superalloys at temperatures up to 1700°C, delivering exceptional thermal shock resistance and inclusion removal efficiency.
Pore size selection involves balancing flow rate against filtration precision—coarse filters (10-15 PPI) for high-flow iron and steel applications, medium filters (20-30 PPI) for general-purpose casting, and fine filters (40-60 PPI) for aerospace and precision components.
Proper installation—including preheating to 200-400°C, secure positioning, and appropriate gating system design—is essential to realize the full benefits of ceramic foam filtration.
By following the selection guidelines outlined in this article, foundry engineers can significantly reduce scrap, improve mechanical properties, enhance surface finish, and achieve the ultimate goal: consistent production of sound, high-integrity castings.
For assistance with filter selection or custom filtration solutions for your specific casting applications, contact our technical team.
Email: info@sf-foundry.com
WhatsApp: +8618636913699