

If you’ve been using flat fiberglass mesh filters in your foundry, you already know they work. But have you ever struggled with keeping the filter in place? Worried about metal flowing around the edges? Wished for a filter that simply sits on top of the sprue or riser and stays put?
That’s exactly what cap‑style fiberglass mesh filters (also called filter caps or hat filters) are designed to do.
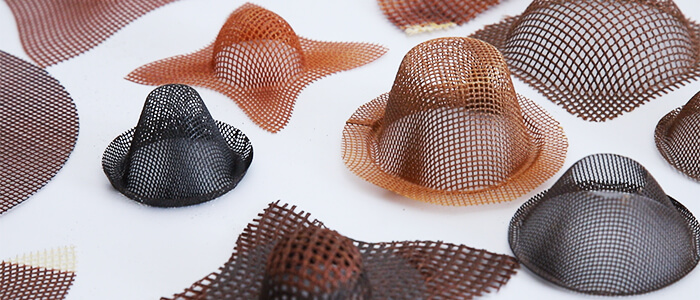
Unlike flat filters that sit inside the runner, cap filters are three‑dimensional—shaped like a cup or a hat. They fit directly over the pouring cup, sprue top, or riser, creating a secure seal that prevents bypass and simplifies installation.
This guide explains what cap filters are, where they are used, how to choose the right one, and how to install them for best results.
What Is a Cap‑Style Fiberglass Mesh Filter?
A cap‑style fiberglass mesh filter is a pre‑formed, three‑dimensional filter made from high‑temperature fiberglass mesh. It is shaped like a cup, a hat, or a cone, designed to fit snugly over the top of a pouring cup, sprue, or riser in a sand or investment casting mold.
Basic Structure
| Feature | Description |
|---|---|
| Shape | Conical, cylindrical, or cup‑shaped (often with a flat or rounded bottom) |
| Material | High‑purity alkali‑free (E‑glass) or high‑silica glass fiber, sometimes with refractory coating or carbonization |
| Mesh openings | Typically 0.8 – 3.0 mm, depending on application |
| Temperature range | Standard E‑glass: 700‑800°C (for aluminum); High‑silica: up to 1620°C (for iron and steel) |
| Variants | Standard (yellow/brown), carbonized (black, low gas release), with or without metal staples |
Why “Cap”?
The name comes from its shape. The filter sits on top of the pouring system like a cap or hat. This design creates a mechanical seal that forces all molten metal to pass through the filter—no bypass, no shortcuts.

How Cap Filters Work
The working principle is simple but effective.
Step‑by‑Step
-
Placement – The cap filter is placed over the pouring cup, sprue top, or riser before the mold is closed.
-
Pouring – Molten metal is poured directly into the cap filter.
-
Filtration – The metal passes through the mesh. Larger inclusions (slag, dross, sand) are trapped on the surface; smaller particles may be adsorbed onto the fibers.
-
Flow stabilization – The mesh breaks up the metal stream into many small units, reducing the Reynolds number and promoting laminar flow. This minimizes turbulence and reoxidation.
-
Solidification – After the pour, the filter can be knocked off easily if placed on a riser, acting as a breaker core to simplify riser removal.
Three Filtration Mechanisms
| Mechanism | How It Works |
|---|---|
| Mechanical interception | Particles larger than the mesh opening are blocked at the surface. |
| Adsorption | Fine non‑metallic inclusions stick to the glass fiber surface. |
| Flow stabilization | Laminar flow gives inclusions time to float out before entering the mold. |
Key Benefits
1. Superior Sealing – No Bypass
Flat filters can shift during mold closing or pouring, creating gaps where metal flows around the filter. Cap filters sit on top of the pouring cup or riser, using the mold’s closing pressure to create a tight seal.
2. Easy Installation
No need to cut a precise seat in the runner. Just place the cap over the pouring cup or riser, close the mold, and pour.
3. Dual Function – Filtration + Riser Knock‑Off
When placed on a riser, the cap filter acts as a built‑in breaker core. After solidification, a light tap breaks the casting free at the filter location, saving grinding time.
4. Cost‑Effective
Cap filters are generally less expensive than ceramic foam filters and comparable in price to flat mesh filters. Their ease of use and scrap reduction often pay for themselves within weeks.
5. Consistent Quality
The three‑dimensional shape and uniform mesh ensure predictable filtration performance, reducing casting‑to‑casting variation.
Common Applications
Cap filters are versatile and can be used across many alloys and casting processes.
Alloy Suitability
| Alloy | Recommended Cap Filter Type | Notes |
|---|---|---|
| Aluminum | E‑glass, standard or carbonized | Most common application |
| Copper / Bronze | High‑silica or coated E‑glass | Higher temperature requires special grade |
| Gray / Ductile Iron | High‑silica or carbonized | Requires high‑temperature coating |
| Steel (small castings) | High‑silica with zircon coating | Use ceramic foam for critical components |
Casting Processes
-
Sand casting – Placed over pouring cup or sprue top.
-
Investment casting – Fits over the wax pattern’s pouring cup; survives shell building and dewax.
-
Gravity die casting – Used on top of the sprue or riser.
Typical Components
| Industry | Components |
|---|---|
| Automotive | Engine blocks, cylinder heads, wheels, pistons, transmission housings |
| Aerospace | Light‑alloy structural parts, housings |
| General engineering | Valves, pumps, hydraulic components |
| Consumer goods | Aluminum cookware, electronic housings |
How to Choose the Right Cap Filter
Step 1: Match the Filter to Your Alloy
| Alloy | Pouring Temp | Recommended Filter Type |
|---|---|---|
| Aluminum | 680‑800°C | Standard E‑glass or carbonized |
| Copper / Bronze | 1000‑1200°C | High‑silica or coated E‑glass |
| Iron | 1350‑1450°C | High‑silica with high‑temp coating |
| Steel (small) | 1550‑1650°C | High‑silica with zircon coating |
Step 2: Choose the Right Mesh Size
| Mesh Opening | Best For |
|---|---|
| 0.8 – 1.2 mm | Fine filtration for thin‑wall aluminum castings |
| 1.5 – 2.0 mm | General purpose for most iron and steel castings |
| 2.5 – 3.0 mm | Large castings, high flow rate, primary slag capture |
Step 3: Select Standard or Carbonized
| Type | Color | Key Advantage | Best For |
|---|---|---|---|
| Standard | Yellow/brown | Lower cost | General aluminum and iron casting |
| Carbonized | Black | Extremely low gas release (<30 cc/g), smokeless, odorless | High‑purity aluminum, piston casting, investment casting |
Carbonized filters undergo a special high‑temperature treatment that changes the fiber structure, reducing volatile content and eliminating smoke during pouring.
Step 4: Match the Diameter
Cap filters must fit your pouring cup or riser. Common diameters range from 30 mm to 120 mm. Most suppliers offer custom sizes.
How to Install Cap Filters – Step by Step
For Sand Casting
| Step | Action |
|---|---|
| 1 | Prepare your sand mold as usual, with a pouring cup or sprue top exposed. |
| 2 | Select a cap filter that fits snugly over the pouring cup opening. |
| 3 | Place the cap filter directly over the pouring cup. It should sit flat, with no gaps. |
| 4 | Close the mold. The cope will press down on the filter, securing it in place. |
| 5 | Pour molten metal directly into the cap filter. |
| 6 | After solidification, remove the casting. The filter will have done its job and can be discarded. |
For Investment Casting
| Step | Action |
|---|---|
| 1 | During wax pattern assembly, place the cap filter over the pouring cup of the wax tree. |
| 2 | Build the ceramic shell over the entire assembly (filter included). |
| 3 | Dewax and fire the shell as usual. The filter remains in place. |
| 4 | Pour molten metal through the filter into the shell. |
For Riser Mounting (Breaker Core Function)
| Step | Action |
|---|---|
| 1 | Place the cap filter on top of a riser in the mold. |
| 2 | Close the mold. |
| 3 | Pour as usual. The filter will trap inclusions and also create a weakened plane in the riser. |
| 4 | After solidification, a light tap breaks the riser off at the filter location. |
Note: Some cap filters come with metal staples for extra strength. Remove the staples after the pour before recycling the metal.
Common Mistakes to Avoid
| Mistake | Consequence | Prevention |
|---|---|---|
| Using standard E‑glass for iron or steel | Filter melts, no filtration | Match filter grade to alloy temperature |
| Filter too loose on pouring cup | Metal bypasses filter | Measure your cup diameter; order the right size |
| Filter too small for riser | Falls through; no breaker core effect | Ensure filter diameter exceeds riser diameter |
| Pouring directly without preheating (for iron/steel) | Thermal shock cracks the filter | Preheat high‑temp filters to 200‑400°C |
| Reusing a cap filter | Contamination, reduced performance | Always use a fresh filter for each pour |
Cap Filter vs. Flat Mesh Filter – Which to Choose?
| Feature | Flat Mesh Filter | Cap Filter |
|---|---|---|
| Shape | Flat disc or sheet | Three‑dimensional cup/hat |
| Installation | Placed inside runner; needs flat seat | Placed over pouring cup or riser |
| Sealing | Relies on runner design; bypass possible | Mechanical seal; no bypass |
| Riser knock‑off | Not applicable | Can act as breaker core |
| Best for | In‑runner filtration | Top‑of‑sprue or riser filtration |
| Complexity | Requires precise seat | Simpler, faster |
Recommendation: Use cap filters for top‑of‑sprue applications where you want simple, secure placement. Use flat mesh filters when you need filtration inside the runner, close to the casting cavity.
Frequently Asked Questions
Q1: Can cap filters be reused?
A: No. Cap filters are single‑use. After pouring, the mesh is brittle and may have trapped inclusions. Discard them with the used gating system.
Q2: Do I need to preheat cap filters?
A: For aluminum, preheating is optional (100‑150°C helps remove moisture). For iron and steel, preheat to 200‑500°C to prevent thermal shock.
Q3: What is the maximum temperature for a cap filter?
A: Standard E‑glass: ~800°C (for aluminum). High‑silica with coating: up to 1620°C (for small steel castings).
Q4: Can cap filters be used for both ferrous and non‑ferrous metals?
A: Yes, but with different grades. Use E‑glass for aluminum and copper; use high‑silica or coated grades for iron and steel.
Q5: How do I know what size cap filter to order?
A: Measure the outside diameter of your pouring cup or riser. Order a cap filter with an inside diameter slightly larger (by about 2‑3 mm) to ensure a snug fit.
Q6: Are carbonized cap filters worth the extra cost?
A: For high‑purity aluminum casting (e.g., pistons, wheels) or investment casting where gas release is critical, yes. The extremely low gas release and smoke‑free operation justify the higher cost.
Q7: Can I use a cap filter without a pouring cup?
A: Yes. In some sand molds, the cap filter can sit directly over a formed sprue top. However, a ceramic pouring cup provides a smoother entry and better sealing.
Q8: What happens if the filter breaks during pouring?
A: Fragments may enter the casting, causing inclusions. Use the correct grade for your alloy, preheat when required, and ensure the filter is properly supported.
Conclusion
Cap‑style fiberglass mesh filters are a simple, cost‑effective way to improve casting quality, reduce scrap, and save labor. Their three‑dimensional design offers secure placement, excellent sealing, and – when used on risers – a built‑in breaker core for easy knock‑off.
| If you want… | Choose… |
|---|---|
| Simple installation, no bypass | Cap filter |
| Filtration inside the runner, close to the cavity | Flat mesh filter |
| Both filtration and riser knock‑off | Cap filter on a riser |
| Extremely low gas release, smoke‑free operation | Carbonized cap filter |
At SF-Foundry, we offer a full range of cap‑style fiberglass mesh filters – standard and carbonized, in multiple mesh sizes and diameters, for aluminum, iron, and steel applications. Our technical team can help you select the right filter for your casting process.
Contact us:
-
Email: info@sf-foundry.com
-
Technical Support: 8618636913699
-
Website: www.sf-foundry.com