

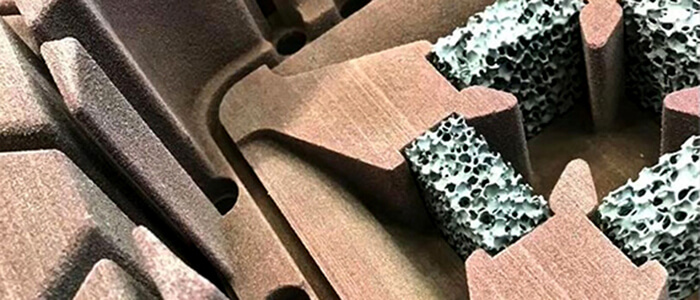
Non-metallic inclusions in hot metal (such as SiO₂, Al₂O₃, slag, etc.) are the main causes of porosity, shrinkage and decreased mechanical properties of castings. Traditional filtering methods (such as fiber filters) can only intercept large particle impurities, while silicon carbide (SiC) ceramic foam filters achieve deep filtration through a three-dimensional mesh structure, which can effectively remove micron-level inclusions of 10~100 μm, especially suitable for scenes with strict requirements on casting quality (such as automobile engine cylinders, hydraulic valve bodies, etc.).
Technical advantages of silicon carbide filters
- High temperature resistance: SiC has a melting point of up to 2700℃, and can withstand hot metal temperatures (1300~1500℃) for a long time without the risk of softening and deformation.
- Thermal shock stability: The low thermal expansion coefficient (4.5×10⁻⁶/°C) is close to that of hot metal, avoiding cracking due to rapid cooling and heating.
- Chemical inertness: does not react with elements such as C and Si in molten iron, eliminating secondary pollution.
- Controllable pore structure: pore size range 10~30 PPI (corresponding to 1~0.5 mm), which can be customized according to molten iron viscosity and impurity load.
Key process parameters and selection recommendations
Aperture selection:
10~15 PPI: suitable for high viscosity molten iron (such as ductile iron, high chromium cast iron).
20~30 PPI: used for low viscosity gray cast iron or thin-walled parts, taking into account filtration efficiency and fluidity.
Installation position:
Gate cup: intercepts large particles of slag in the initial turbulence.
Horizontal runner: suitable for large castings, and must be used with slag dam.
Preheating specification: must be slowly heated to 800~1000℃ (recommended rate 200℃/h) to avoid thermal stress cracking.
Practical application effect verification
A case of an automotive component:
Material: HT250 gray cast iron.
Before filtration: subcutaneous porosity of castings is 8%, and the qualified rate of machining is 89%.
After using 15 PPI SiC filter: porosity drops to 2%, and qualified rate increases to 97%.

Common problems and solutions
Problem 1: Slow flow of molten iron
Reason: pore size is too small or filter is clogged.
Solution: Use 10 PPI filter instead, or check whether the pouring temperature is too low (recommended ≥1350℃).
Problem 2: Filter breakage
Reason: Insufficient preheating or uneven installation force.
Solution: Use step-by-step preheating, and use refractory mud sealing buffer during installation.
Technology development trend
Composite enhanced filter: The surface of SiC substrate is coated with mullite (3Al₂O₃·2SiO₂), which improves the ability to resist molten iron erosion and extends the service life by 30%.
Digital monitoring: Real-time monitoring of the working status of the filter through infrared temperature measurement, and early warning of blockage risks.
Conclusion
The value of silicon carbide ceramic foam filters lies in significantly improving casting quality at a controllable cost. The core is not complex technical parameters, but precise matching with the casting process. It is recommended that users select appropriate specifications based on the composition of molten iron and the design of the pouring system, and strictly regulate the preheating and installation processes. If further optimization solutions are required (such as high-alloy cast iron filtration), specific working condition data can be provided for in-depth analysis.