

As an important part of metal forming process, aluminum casting plays a key role in the global manufacturing industry. This article will explore in depth the complete aluminum casting process system from gravity casting to die casting technology.
Overview and Development of Aluminum Casting Process
The history of aluminum casting can be traced back to the end of the 19th century, and it has gradually developed and matured with the industrial application of electrolytic aluminum technology. As a technology for injecting molten aluminum into molds, aluminum casting has undergone a technological evolution from simple sand casting to modern precision die casting over the past century.
In the contemporary industrial system, aluminum casting processes mainly include gravity casting, low-pressure casting and high-pressure die casting. Each process has its specific application scenarios and technical characteristics to meet the diverse needs of different industries for aluminum castings.
As a professional ceramic foam filter manufacturer that has been deeply involved in the casting industry for decades, we have in-depth research on the aluminum casting industry and are well aware of the decisive influence of aluminum liquid quality on the quality of the final castings. In the aluminum casting process, the purity of the molten metal is directly related to the mechanical properties and appearance quality of the product. Therefore, modern aluminum casting processes pay more and more attention to melt processing, including key processes such as degassing, slag removal and filtration.
Gravity casting process
Gravity casting is one of the most traditional and basic aluminum casting methods. Its principle is to use the gravity of the molten metal to fill the mold cavity. This process is widely used in aluminum foundries, especially for the production of large and medium-sized castings.

Gravity casting molds usually use sand molds or metal molds. The advantage of sand casting is that the mold cost is low and it is suitable for small batch production and trial production; while metal mold casting can obtain better surface quality and dimensional accuracy, which is suitable for mass production. In actual production, temperature control of gravity casting is particularly critical. The temperature of aluminum liquid is generally controlled between 680-750℃, depending on the alloy composition and casting structure.
The main challenges faced by the gravity casting process are molten metal fluidity control and defect prevention. Since it completely relies on gravity filling, complex casting systems are often required for complex structures. In this process, the use of high-quality ceramic foam filters can effectively remove inclusions in the aluminum liquid and improve the intrinsic quality of the casting. Our actual cases show that the use of ceramic filters of appropriate specifications in gravity casting can reduce the scrap rate of castings.
It is worth mentioning that the gravity casting process is particularly suitable for the production of thick and large-section castings, such as
- Automotive industry: engine block, gearbox housing, intake manifold
- Mechanical engineering: pump body, valve, hydraulic components, etc.
- Automotive castings: engine block, gearbox housing, etc.
- Energy equipment: gas turbine housing, generator end cover, etc.
- Aerospace: aircraft seat brackets, auxiliary structural parts, etc.
- Shipping industry: propellers, steering gear components, etc.
- Rail transportation: brake system components, connector housings, etc.
These products have strict internal quality requirements. By optimizing process parameters and adopting advanced melt purification technology, they can fully meet various high-standard application requirements.
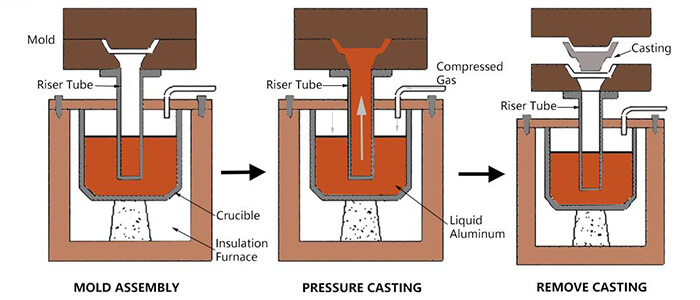
Characteristics and Application of Low-Pressure Casting Technology
Low-pressure casting is a process between gravity casting and high-pressure die casting. It applies gas pressure to press the aluminum liquid into the mold cavity from the bottom smoothly. This process first appeared in the 1940s. After decades of development, it has become an important method for producing high-quality aluminum castings.
In terms of technical characteristics, low-pressure casting has several significant advantages:
- First, because the mold is filled under pressure, the metal liquid has better fluidity and can produce castings with more uniform wall thickness;
- Second, the solidification process is carried out under pressure, which is conducive to shrinkage compensation and reducing shrinkage defects;
- Third, the process has a high yield, which is much higher than gravity casting.
Automobile wheels are typical application products of low-pressure casting. Modern cars have higher and higher requirements for wheels, which must be lightweight and have sufficient strength and fatigue life. Aluminum alloy wheels produced by low-pressure casting are not only 30-40% lighter than steel wheels, but also can obtain excellent mechanical properties through reasonable heat treatment processes. According to industry statistics, most of the aluminum alloy wheels in the world are produced by low-pressure casting.
In the low-pressure casting process, the control of aluminum liquid quality is particularly important. We recommend a double filtration system before pouring: first use a primary filter to remove large particle inclusions, and then use a fine ceramic foam filter for final purification. This combination has been proven in practice to effectively improve the fatigue performance of castings, especially for the production of safety parts.
Low-pressure casting equipment usually consists of a holding furnace, a mold system and a pressure control system. Modern advanced low-pressure casting machines have achieved full automation control, including mold temperature monitoring, pressure curve optimization and automatic adjustment of process parameters, which greatly improves production stability and product consistency.
High-pressure die casting process
High-pressure die casting (HPDC) is currently the most efficient molding method. This process began to be used on a large scale in the mid-20th century and has now become the mainstream technology for the production of precision aluminum castings.
The core feature of high-pressure die casting is the use of high pressure to inject aluminum liquid into a metal mold at high speed. This intense filling method makes the die casting process particularly suitable for the production of thin-walled complex parts, such as laptop computer shells, smartphone middle frames and other products.
The main technical challenge faced by the die casting process is the problem of pores. Due to the extremely fast filling speed, it is difficult to completely expel the air in the cavity, which easily forms pores inside the casting. To solve this problem, the industry has developed a variety of auxiliary processes, including vacuum die casting, oxygen die casting and local extrusion. Among them, vacuum die casting technology can control the vacuum degree of the cavity below 50mbar, significantly reducing pore defects.
The mold (aluminum mold casting) plays a decisive role in the die casting process. The mold design needs to consider multiple aspects such as thermal balance, pouring system, exhaust system and ejection system. Modern CAD/CAE technology has been widely used in die casting mold design and optimization. Through simulation analysis, possible defects can be predicted and the design scheme can be improved in advance.
Investment casting and special casting process
In addition to the above mainstream processes, the field of aluminum casting also includes some special processes, such as investment casting process, lost foam casting and extrusion casting, etc. These processes have their own characteristics and are suitable for specific application scenarios.
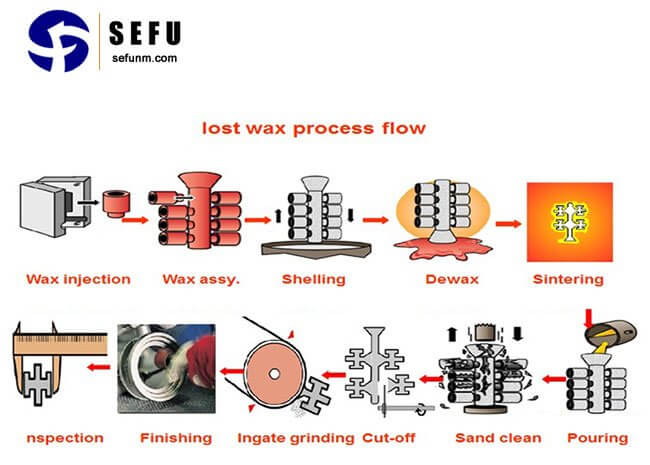
Investment Casting Process
Aluminum investment casting, also known as lost wax casting, is a high-precision casting method. The process is to first make a model with wax, then coat the surface of the wax mold with multiple layers of refractory materials to form a shell, and then melt the lost wax mold to obtain a cavity casting. The biggest advantage of this process is that it can produce castings with extremely complex shapes, high surface finish and good dimensional accuracy.
Many key components in the aerospace field, such as turbine blades and engine parts, are produced by investment casting.
In investment casting, aluminum liquid treatment is also crucial. Since investment castings usually have high requirements, the gas and inclusion content in the aluminum liquid must be strictly controlled. Our practice shows that installing a ceramic foam filter in the pouring system can effectively improve the qualified rate of castings, especially for key load-bearing components.
Squeeze Casting
Squeeze Casting is a process between casting and forging. It improves the structure of castings by applying high pressure during solidification. The castings produced by this process have mechanical properties close to those of forgings and are particularly suitable for the production of high-strength safety parts. Steering knuckles, control arms and other parts in the automotive industry are increasingly produced using squeeze casting.
Semi-Solid Metal Casting
Semi-Solid Metal Casting is another emerging process that uses semi-solid slurry with a solid phase ratio of 30-60% for molding. The advantage of this process is that it can reduce shrinkage defects, improve dimensional accuracy, and maintain good mechanical properties. It is currently mainly used to produce high-performance automotive parts and electronic devices.
Aluminum Liquid Processing Technology
Regardless of the casting process used, the quality of aluminum liquid is the key factor in determining the performance of the final product. Modern aluminum foundries attach great importance to the melt processing link and have established a complete quality control system.
Melting
Melting is the first key link. Aluminum melting is usually carried out in a reverberatory furnace, induction furnace or crucible furnace (aluminum melting furnace). The melting temperature is generally controlled between 700-760℃, and too high a temperature will increase the risk of inhalation and oxidation. During the smelting process, it is necessary to add appropriate covering agents to prevent oxidation, and stir regularly to ensure uniform composition.
Degassing
Degassing is an important step to improve the quality of aluminum liquid. Aluminum liquid easily absorbs hydrogen and forms pores during solidification. Common degassing methods include rotary degassing, inert gas purging and vacuum degassing. Advanced degassing equipment can control the hydrogen content below 0.1ml/100g aluminum, greatly reducing the risk of pore defects.
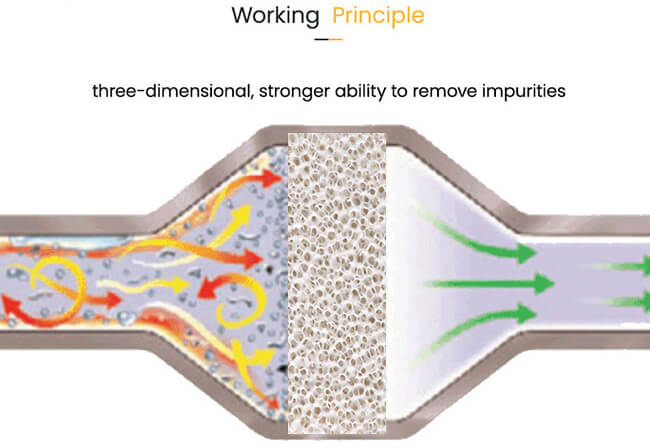
Aluminum filtration
Filtration is the last checkpoint to ensure the purity of aluminum liquid. During the casting process, the use of ceramic foam filters can effectively remove non-metallic inclusions such as oxides and slag inclusions in aluminum liquid. According to different application requirements, filters with different pore sizes (usually 10-60ppi) and materials can be selected. Our actual application data shows that the reasonable use of filters can reduce the inclusion defects of castings by more than 60%.
Composition control
Composition control should also not be ignored. The composition of aluminum alloy directly affects its casting properties and mechanical properties. Modern spectral analysis technology can quickly and accurately determine the alloy composition, and with the automatic batching system, it can ensure that the composition of each furnace of aluminum liquid is stable within the standard range.
Quality inspection
Quality inspection is the final guarantee link. In addition to conventional chemical composition analysis and mechanical property testing, non-destructive testing technologies such as industrial CT and ultrasonic flaw detection are becoming more and more popular, which can comprehensively evaluate the internal quality of castings. These test data will also be fed back to the production process to form a complete closed-loop quality control.
With the continuous upgrading of the manufacturing industry, aluminum casting technology is also continuing to innovate and develop. The trend of process fusion innovation is obvious. The boundaries between traditional processes are blurring, and many composite processes have emerged, such as die casting + extrusion, semi-solid + die casting, etc. These innovative processes combine the advantages of multiple technologies to produce castings with better performance.
Conclusion
From traditional gravity casting to modern high-pressure die casting, aluminum casting technology has developed into a complete technical system. Each process has its specific advantages and application scenarios, and aluminum foundries need to choose the appropriate process route according to product requirements.
Regardless of the process used, the quality of aluminum liquid is the decisive factor. By optimizing the smelting process, improving melt processing, and strictly controlling quality, aluminum castings that meet various high standards can be produced.
With technological progress and changes in market demand, aluminum casting technology will continue to develop and innovate. For industry practitioners, understanding the characteristics and development trends of various processes and mastering the latest technologies and equipment can maintain advantages in the fierce market competition.