

You need aluminum castings. You’ve heard about both lost foam casting and investment casting. They both produce precision parts. They both use expendable patterns. But they’re not the same—and choosing the wrong one can cost you time, money, and quality.
This guide cuts through the confusion. We’ll explain how each process works, compare their strengths and weaknesses side‑by‑side, and give you a practical framework for choosing the right one for your specific parts.
How Each Process Works
Investment Casting (Lost‑Wax Casting)
Investment casting—also called lost‑wax casting—is one of the oldest metal forming processes, used for thousands of years. Today, it’s the go‑to process for parts that demand the highest precision and surface quality.
How it works:
-
Wax pattern – A wax pattern is created, exactly replicating the final part.
-
Shell building – The wax pattern is dipped repeatedly in ceramic slurry, building up a multi‑layer shell.
-
Dewaxing – The wax is melted or burned out of the shell, leaving a hollow ceramic cavity.
-
Pouring – Molten aluminum is poured into the cavity.
-
Shell removal – After solidification, the ceramic shell is broken away.
For aluminum, investment casting most commonly uses plaster molds combined with expendable patterns made from wax or other fusible materials.

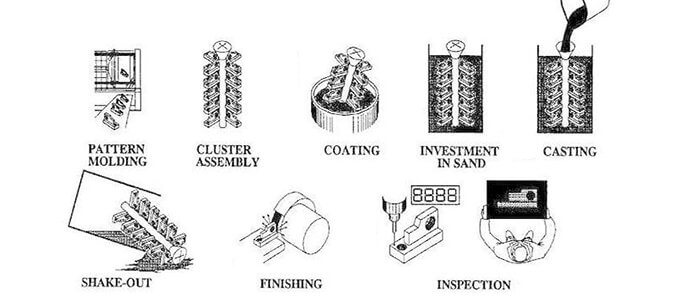
Lost Foam Casting
Lost foam casting is a newer, simplified precision casting process. It eliminates several steps of investment casting while still producing complex shapes.
How it works:
-
Foam pattern – A pattern is made from expanded polystyrene (EPS) foam.
-
Coating – The foam pattern is coated with a refractory coating.
-
Molding – The coated pattern is placed in a flask and surrounded by loose, unbonded sand.
-
Pouring – Molten aluminum is poured directly onto the foam pattern. The foam vaporizes and is replaced by the metal.
-
Shakeout – After solidification, the casting is removed from the sand.
The key difference: in investment casting, you remove the pattern before pouring. In lost foam, the pattern becomes the cavity during pouring.
Side‑by‑Side Comparison
Based on industry data, here’s how the two processes compare:
| Criteria | Investment Casting | Lost Foam Casting |
|---|---|---|
| Pattern material | Wax (high precision, fusible) | Foam (lightweight, easy to process) |
| Mold material | Ceramic shell (multi‑layer refractory) | Dry sand (no binder, good permeability) |
| Dimensional accuracy | Very high – CT4‑CT6 (ISO 8062‑3) | Moderate – CT8‑CT12 |
| Tolerance | ±0.1 mm to ±0.5 mm | ±0.3 mm to ±1.0 mm |
| Surface finish | 1.6‑3.2 µm Ra | 6.3‑12.5 µm Ra |
| Minimum wall thickness | As low as 0.5 mm | 2‑3 mm minimum |
| Maximum part size | Up to ~500 kg | Up to 5,000 kg |
| Tooling cost | High | Lower |
| Lead time | 4‑8 weeks | 2‑4 weeks |
| Production volume | Medium to high | Small to medium |
| Process steps | More (wax assembly, shell building, dewaxing) | Fewer (foam pattern, coating, sand molding) |
| Aluminum alloys | A356, etc. | AlSi12, etc. |
Key Differences That Matter
Accuracy and Surface Finish
Investment casting is the clear winner for precision. It holds tolerances as tight as ±0.1 mm and achieves a mirror‑like surface finish that often requires little to no machining.
Lost foam casting is still accurate, but not at the same level. Tolerances are typically ±0.3‑1.0 mm, and the surface finish is rougher. Parts often require secondary finishing operations.
Part Size and Wall Thickness
Investment casting excels at small, intricate parts with thin walls—down to 0.5 mm. But it has size limits: typically parts under about 500 kg.
Lost foam casting handles much larger parts—up to several tonnes. However, minimum wall thickness is limited to 2‑3 mm. If you need thin walls, investment casting is the better choice.
Cost Structure
Investment casting has higher tooling costs because wax patterns and ceramic shells are expensive to produce. The multi‑step process also requires more labor.
Lost foam casting has lower tooling costs and a shorter lead time—typically 2‑4 weeks versus 4‑8 weeks for investment casting. It’s a faster, more economical option for small to medium production runs.
Complexity
Both processes can produce complex parts. Investment casting excels at intricate details—thin walls, undercuts, and complex internal features.
Lost foam casting handles moderate complexity well. It’s particularly good for parts with internal cavities that would normally require cores in sand casting.
How to Choose – A Practical Framework
Step 1: Consider Your Quality Requirements
| If you need… | Choose… |
|---|---|
| Extremely high dimensional accuracy | Investment casting |
| Superior surface finish (minimal machining) | Investment casting |
| Thin walls (<2‑3 mm) | Investment casting |
| Moderate accuracy, rougher finish acceptable | Lost foam casting |
| No parting lines | Either (both eliminate parting lines) |
Step 2: Consider Your Part Size
| If your part is… | Choose… |
|---|---|
| Small to medium (<500 kg) | Either |
| Large (>500 kg) | Lost foam casting |
| Very large (several tonnes) | Lost foam casting |
Step 3: Consider Your Production Volume
| If your volume is… | Choose… |
|---|---|
| Prototype or small batch | Lost foam casting (lower tooling cost, faster) |
| Medium batch | Either – depends on quality requirements |
| High volume | Investment casting (higher tooling cost amortized) |
Step 4: Consider Your Budget and Timeline
| If you have… | Choose… |
|---|---|
| Limited budget for tooling | Lost foam casting |
| Need parts quickly | Lost foam casting (2‑4 weeks) |
| Budget for precision, can wait | Investment casting |
The Role of Filtration in Both Processes
Filtration matters in both processes—but the approach differs.
Investment Casting
Investment casting foundries frequently use ceramic foam filters to remove impurities from molten metal before it solidifies inside the ceramic mold–. Silicon carbide (SiC) ceramic foam filters are widely used because they can withstand extreme temperatures up to 1650°C.
In investment casting, filters are typically placed in the wax tree assembly before shell building. They must survive the shell‑building, dewaxing, and firing steps.
Lost Foam Casting
In lost foam casting, ceramic foam filters serve a slightly different purpose: they help filter pyrolysis products from the decomposing foam pattern. As the foam vaporizes during pouring, it can leave behind residues. Filters help remove these before they become inclusions in the final casting.
For both processes, the right filter ensures cleaner metal, fewer defects, and higher casting yield.
Typical Applications
| Industry | Investment Casting Applications | Lost Foam Casting Applications |
|---|---|---|
| Automotive | Turbocharger wheels, complex components | Engine blocks, cylinder heads, transmission cases |
| Aerospace | Turbine blades, structural components | Large structural parts |
| General engineering | Precision machinery components | Pump housings, gear cases, valve bodies |
| Medical | Implants, surgical instruments | Less common |
| Marine | Less common | Outboard engine components, blocks |
| Industrial | Complex machinery parts | Compressor housings, large equipment castings |
Summary Decision Guide
| If your priority is… | Choose… |
|---|---|
| Highest precision and surface finish | Investment Casting |
| Thin walls and intricate details | Investment Casting |
| Large parts (several tonnes) | Lost Foam Casting |
| Lower tooling cost | Lost Foam Casting |
| Faster lead time | Lost Foam Casting |
| Small to medium parts with moderate quality | Lost Foam Casting |
| High‑volume production | Investment Casting |
Conclusion
Investment casting and lost foam casting are both excellent precision casting processes. The right choice depends on your specific requirements:
-
Choose Investment Casting if you need the highest precision, superior surface finish, thin walls, or are producing high volumes of smaller parts.
-
Choose Lost Foam Casting if you need larger parts, lower tooling costs, faster lead times, or can accept moderate accuracy and surface finish.
Both processes can benefit from ceramic foam filtration to ensure clean, defect‑free castings.
At SF-Foundry, we supply ceramic foam filters for both investment casting and lost foam casting applications. Our silicon carbide and alumina filters are designed to withstand the specific demands of each process—from surviving ceramic shell building in investment casting to filtering pyrolysis products in lost foam casting.
Need help selecting the right filter for your precision casting process? Contact us for a recommendation.
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com