

Yes. Silicon carbide (SiC) ceramic foam filters are highly effective for filtering copper, bronze, brass, and other copper‑based alloys. Their high-temperature resistance, excellent thermal shock tolerance, and chemical stability make them the preferred choice for non-ferrous metal foundries.
But let’s go deeper. How well do they work? What are the limitations? How do you choose the right one? Here’s what you need to know.
Yes, SiC Filters Are Excellent for Copper Alloys
SiC ceramic foam filters are not just “compatible” with copper alloys – they are specifically engineered for them. Multiple suppliers confirm their suitability:
-
“Ceramic foam filters are also suitable for copper, bronze, brass and other copper alloys, reducing copper liquid turbulence and rectifying and purifying molten steel.”
-
“Silicon carbide is ideal for copper alloys such as copper, bronze, and brass due to its high strength, heat and corrosion resistance, and can withstand up to about 1560°C, reducing copper liquid turbulence and purifying it.”
-
“SiC ceramic foam filters are designed for filtering castings of cast iron, bronze, brass and copper-alloys.”
One major supplier specifically markets SEDEX filters – a range of silicon carbide based ceramic foam filters suitable for copper base applications, with a maximum application temperature of 1500°C.
The SiC reticulated 3D foam structure traps inclusions throughout the porous network, not just on the surface – a principle that holds equally well for copper alloys as it does for iron.
What About Bronze and Brass?
Bronze and brass are copper‑based alloys, and SiC filters perform equally well for them. Industry literature confirms:
-
“Pressed ceramic filters or cellular ceramic filters are used for filtering ferrous and non-ferrous castings, including aluminum, brass, bronze, gray & ductile iron, and steel.”
-
“Ceramic filters are widely used in metal casting as they have excellent thermal stability and high mechanical strength. They are typically used for filtering non-ferrous metals such as copper, bronze, or brass.”
SF-Foundry’s own product line includes ceramic filters specifically for copper and copper alloy casting. According to our product documentation, SF-Foundry ceramic filters can be used for casting copper and copper alloys (such as brass and bronze), effectively removing oxides, slag and non-metallic inclusions in the melt, and significantly improving the yield and mechanical properties of castings.
Why Silicon Carbide, Not Alumina, for Copper
You might be wondering: why not just use alumina filters – the same filters used for aluminum? Here’s why.
| Factor | Alumina (Al₂O₃) | Silicon Carbide (SiC) |
|---|---|---|
| Temperature limit | ~1100°C | 1500–1560°C |
| Copper alloy compatibility | Marginal at best | Excellent |
| Typical application | Aluminum (680-800°C) | Copper, brass, bronze, iron |
Copper and its alloys pour at much higher temperatures than aluminum. Pure copper requires 1080–1200°C, while brasses and bronzes are typically cast around 1000–1150°C. While these temperatures might seem close to alumina’s limit, many copper alloys with high nickel or aluminum content are poured at 1150–1250°C – exceeding alumina’s safe range.
Silicon carbide filters are designed for ≤1500°C continuous operation, with some grades handling up to 1560°C. That’s a wide safety margin that gives you confidence when pouring higher‑temperature copper alloys.
Silicon carbide also offers superior strength and resistance to high temperature impact force and chemical corrosion, making it ideal for the aggressive conditions of copper alloy casting.

How Hot Does Copper Alloy Casting Actually Get?
Different copper alloys have different pouring temperature ranges. Here’s a realistic look:
| Alloy | Typical Pouring Temperature | Safe for Alumina? | Safe for SiC? |
|---|---|---|---|
| Pure Copper | 1080–1200°C | ✓ (borderline) | ✓✓ |
| Brass (Cu-Zn) | 950–1150°C | ✓ | ✓✓ |
| Tin Bronze (Cu-Sn) | 1000–1150°C | ✓ | ✓✓ |
| Aluminum Bronze (Cu-Al) | 1100–1250°C | ✗ (often over limit) | ✓✓ |
| Beryllium Copper | 1050–1180°C | ✓ (borderline) | ✓✓ |
| High‑Nickel Copper | 1150–1250°C | ✗ | ✓✓ |
While alumina can technically survive many copper pours, it leaves little margin for error. If your furnace runs hot or you’re pouring higher‑temperature alloys, the filter could soften, deform, or fail. With SiC, that risk is virtually eliminated.
The maximum recommended temperature for SiC filters in copper alloy casting is typically cited as 1480°C or higher. That’s more than enough headroom for any copper‑based alloy.
Temperature Ratings – SiC vs. Copper Alloys
Let’s put some hard numbers on this:
-
Copper alloy pouring range: 950–1250°C (depending on alloy composition)
-
SiC filter continuous operating temperature: ≤1500°C, with some grades rated up to 1560°C
-
Safety margin: 250–600°C
That safety margin means your filter will perform consistently, shift after shift, without thermal degradation. You’re not pushing the material to its limit – you’re operating well within its design envelope.
For context, the SEDEX filter range from Foseco is specifically designed for copper base applications with a maximum application temperature of 1500°C, and has been a trusted solution in the industry for years.
What Exactly Does an SiC Filter Remove from Copper Melt?
Copper alloys are prone to several types of contamination. Here’s what a ceramic foam filter removes:
| Contaminant | Origin | How Filter Helps |
|---|---|---|
| Oxides (Cu₂O, etc.) | Reaction with oxygen during melting | Mechanical trapping and adsorption in tortuous pore network |
| Slag/dross | Melting and holding furnace | Large particles captured on filter surface |
| Refractory particles | Lining erosion | Trapped inside foam structure |
| Sand inclusions | Mold/core erosion | Surface sieving |
| Gas bubbles | Dissolved gases (hydrogen, oxygen) | Bubbles coalesce and rise – filter helps by disrupting flow |
| Non-metallic inclusions | From charge materials | Captured by depth filtration |
The ceramic foam filter’s three‑dimensional, open‑cell structure uses high porosity and surface area to trap these unwanted contaminants.
How the 3D Foam Structure Works for Copper
The principle is exactly the same as with iron or aluminum filtration – and it works beautifully for copper alloys.
When molten copper flows through the tortuous path of a ceramic foam filter, three mechanisms work together to clean your metal:
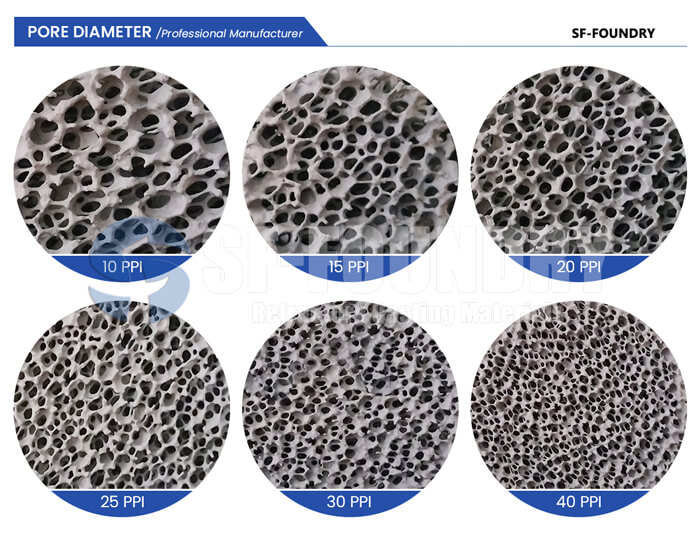
Mechanical sieving – The most obvious mechanism. Inclusions larger than the pore openings simply cannot fit through. They get stuck on the inlet surface. For a 10 PPI filter (pores per inch), pore openings are relatively large, catching coarse slag and big oxide chunks. For a 30 PPI filter, openings are much smaller, capturing finer particles.
Cake filtration – As more and more inclusions pile up on the filter’s inlet surface, they form a “filter cake.” This cake becomes a finer filter than the ceramic itself, capturing particles smaller than the original pore openings. This is why filters often become more efficient during the pour – right up until they clog completely.
Adsorption – Fine oxide films and sub‑micron inclusions are attracted to the ceramic strut surfaces through chemical and physical forces. Even particles much smaller than the pore openings can be captured this way, because the filter has enormous surface area inside its foam structure.
Bonus – flow straightening: The filter breaks a single turbulent stream into many small, parallel streams. This reduces turbulence, which reduces reoxidation. Less turbulence also means fewer gas bubbles are trapped in the solidifying casting. That’s especially beneficial for copper alloys, which are sensitive to gas porosity.
PPI Selection for Copper Alloys
PPI (pores per inch) selection for copper alloys follows similar logic to iron, but there are some copper‑specific considerations.
| PPI | Best For | Why |
|---|---|---|
| 10 PPI | Large bronze castings, heavy sections, pure copper | High flow rate – coarse filtration for big particles |
| 15 PPI | General purpose brass and bronze | Good balance of flow and filtration |
| 20 PPI | Brass fittings, medium‑sized components | Standard choice for most copper alloys |
| 25–30 PPI | Thin‑wall brass castings, high‑quality requirements | Finer filtration for critical applications; increase filter area accordingly |
General Rule of Thumb
-
Coarser (10–15 PPI) – Higher flow, lower pressure drop, captures only larger inclusions. Good for large or heavy castings.
-
Finer (20–30 PPI) – More inclusion capture, more flow restriction. Good for thinner walls, higher quality requirements, or when melt cleanliness is critical.
Example Applications
| Component | Typical Alloy | Recommended PPI |
|---|---|---|
| Large bronze propeller | Bronze | 10–15 PPI (large, heavy – prioritize flow) |
| Brass valve body | Brass | 15–20 PPI (standard choice) |
| Thin‑wall brass fitting | Brass | 20–30 PPI (fine inclusions, thin sections) |
| Pure copper electrical component | Pure copper | 15–20 PPI (balance flow and cleanliness) |
Start with 15–20 PPI for most copper alloy castings, then adjust based on your results. If you see inclusions, go finer. If flow is too slow, go coarser or increase filter area.
Filter Sizing and Area for Copper Alloys
The same principles that apply to iron also apply to copper alloys. Filter area must be sufficient to handle your metal throughput without excessive pressure drop.
General Sizing Rule
For copper alloys, a reasonable starting point is filter area = 3–4× choke area (the smallest cross‑section in your gating system). For finer PPI filters (25–30 PPI), increase the multiplier to 4–5×.
Example Calculation
If your choke area is 5 cm² and you’re using a 20 PPI filter:
-
Minimum filter area = 5 × 3 = 15 cm²
-
That means a filter roughly 40×40 mm (16 cm²) would be appropriate.
-
If using 30 PPI, the multiplier goes to 4–5×, so 20–25 cm² would be better.
Important: These are starting points, not absolutes. Different alloys and gating systems may require adjustment. Test, observe, and refine.
What Happens If You Undersize?
-
Slower filling – metal takes too long to reach the cavity
-
Cold shuts / misruns – incomplete fill, especially in thin sections
-
Premature clogging – dirty melt combined with insufficient area
-
Increased scrap – all of the above leads to rejections
Installation – What’s Different for Copper?
Most installation principles are the same regardless of alloy, but here are copper‑specific considerations.
Preheat Requirements
-
SiC filters have excellent thermal shock resistance. However, copper pouring temperatures (950–1250°C) are still much higher than room temperature.
-
Light preheating (100–200°C) is a good practice to remove moisture and reduce thermal stress.
-
If your pouring temperature is on the high end for a particular alloy (e.g., 1250°C for aluminum bronze), preheating becomes more important.
Placement in the Gating System
-
Place the filter in the runner, not directly under the sprue.
-
Position it as close to the casting cavity as practical – minimizes reoxidation after filtration.
-
Do not let metal hit the filter directly from a significant height. Use a sprue well or design a runner that turns before the filter.
-
For vertical gating systems, horizontal placement in the runner is usually preferred.
Sealing the Filter
This is critical for any alloy – including copper. If metal flows around the filter instead of through it, you get zero filtration.
-
Use a ceramic fiber gasket or refractory paste around the perimeter.
-
Ensure the filter seat is flat, smooth, and the filter fits snugly (slightly oversized is better than undersized).
-
Press the filter into place firmly before closing the mold.
Why This Is Especially Important for Copper
Copper alloys are often used in pressure‑tight applications – valves, fittings, hydraulic components. A single inclusion can cause a leak that isn’t visible until final testing. That’s an expensive rejection.
Proper filter sealing is not optional – it’s essential for achieving the cleanliness copper components require.
Common Defects in Copper Castings – And How Filtration Helps
| Defect | Cause | How SiC Filter Helps |
|---|---|---|
| Porosity | Dissolved gases (hydrogen, oxygen) + trapped air | Depth filtration and flow straightening help gas escape; clean metal freezes more uniformly |
| Oxide inclusions | Oxidation during melting or pouring | Mechanical and adsorptive capture within foam structure |
| Sand inclusions | Erosion of sand mold | Surface sieving traps sand grains |
| Dross/slag | From furnace or ladle | Cake filtration captures dross on filter surface |
| Surface roughness / poor finish | Inclusions near surface | Cleaner metal means cleaner casting surfaces |
| Leaks in pressure‑tight castings | String of inclusions creates leak path | Fewer inclusions = fewer leak paths |
A ceramic foam filter won’t fix all of these problems by itself – you still need good melting practice and proper gating design. But it’s an essential tool in the copper founder’s arsenal.
SiC vs. Other Filter Types for Copper Alloys
How do SiC foam filters compare to the alternatives?
| Filter Type | Works for Copper? | Pros | Cons |
|---|---|---|---|
| SiC foam filter | Yes – excellent | Depth filtration, high temperature rating, excellent inclusion capture, flow straightening | Higher cost, requires preheat, more care in handling |
| Fiberglass mesh | Yes – limited | Low cost, easy to cut, no preheat needed | Surface only – lets fine inclusions pass; lower temperature rating |
| Pressed/cellular ceramic | Yes | High strength, good flow | More expensive, less depth filtration than foam |
| Wire mesh (metal) | Yes | Reusable (in theory) | May contaminate melt (metal particles), lower capture efficiency |
For most copper alloy applications, SiC foam provides the best balance of performance and cost, especially for quality‑sensitive components. For very large, low‑quality castings, fiberglass mesh may be adequate. For the highest‑purity requirements, SiC foam is the clear choice.
Temperature Considerations by Alloy Type
Let’s put the numbers in a more practical table.
| Alloy Family | Typical Pouring Temp | Filter Temperature Requirement | SiC Rating | Verdict |
|---|---|---|---|---|
| Brass (standard) | 950–1050°C | ~1100°C | 1500°C+ | ✓✓ Excellent |
| Leaded brass | 1000–1100°C | ~1200°C | 1500°C+ | ✓✓ Excellent |
| Tin bronze | 1000–1150°C | ~1250°C | 1500°C+ | ✓✓ Excellent |
| Aluminum bronze | 1100–1250°C | ~1350°C | 1500°C+ | ✓✓ Excellent |
| Pure copper | 1080–1200°C | ~1300°C | 1500°C+ | ✓✓ Excellent |
| Beryllium copper | 1050–1180°C | ~1280°C | 1500°C+ | ✓✓ Excellent |
| High‑nickel copper | 1150–1250°C | ~1350°C | 1500°C+ | ✓✓ Excellent |
As the table shows, SiC’s 1500°C+ rating provides a generous safety margin for every copper alloy family. You don’t have to worry about thermal degradation, even at the high end of the range.
Real‑World Results – What Foundries Report
Multiple foundries have documented improved results after switching to SiC foam filters for copper alloys.
-
Reduced scrap – One valve manufacturer reported a near‑elimination of inclusion‑related leak failures.
-
Better surface finish – Less grinding and finishing required.
-
Longer tool life – Fewer hard spots mean cutting tools last longer.
-
More consistent mechanical properties – Cleaner metal yields more predictable tensile and yield strengths.
Frequently Asked Questions
Q1: Can I use the same SiC filter for both iron and copper?
A: Yes, SiC filters are suitable for both applications. But it’s good practice to segregate filters by alloy type to avoid cross‑contamination. Once a filter has been used for iron, don’t use it for copper, and vice versa.
Q2: Is SiC foam better than fiberglass mesh for brass casting?
A: Yes – for any casting where quality matters. Fiberglass mesh captures only large particles; SiC foam captures inclusions throughout its thickness. If your brass castings are non‑critical and you just need to catch big slag, mesh may be adequate. But for pressure‑tight or machined components, foam is the better choice.
Q3: What PPI should I start with for a new brass casting?
A: 15–20 PPI is a safe starting point for most brass and bronze castings. Then adjust based on your results – finer if you still see inclusions, coarser if flow is too slow.
Q4: Do SiC filters need to be preheated for copper alloys?
A: While not strictly mandatory, light preheating (100–200°C) is strongly recommended to remove moisture and reduce thermal shock stress.
Q5: How long do SiC filters last in copper casting?
A: They are single‑use. After one pour, the filter is full of trapped inclusions and loses structural integrity. Do not reuse.
Q6: Can SiC filters handle the higher pouring temperatures of aluminum bronze?
A: Yes. Aluminum bronze pours around 1100–1250°C, well within SiC’s 1500°C+ rating. For perspective, that’s similar to gray iron temperatures, and SiC is standard for iron.
Q7: What about beryllium copper – any special concerns?
A: Pouring temperatures are within range, but beryllium copper contains toxic beryllium. The filter material itself is safe, but you must follow all safety protocols for handling beryllium‑containing melts and any used filters containing beryllium residues. Consult your safety team and local regulations.
Q8: Where can I buy SiC ceramic foam filters for copper alloy casting?
A: SF-Foundry manufactures and supplies silicon carbide ceramic foam filters specifically for copper alloy applications. Contact us for product specifications, samples, or technical support.
Conclusion
Silicon carbide ceramic foam filters are not just “compatible” with copper, bronze, and brass casting – they are an excellent choice. Their high temperature rating (1500°C+), excellent thermal shock resistance, and chemical stability make them ideal for the demanding conditions of non‑ferrous foundries.
The bottom line:
-
SiC filters work beautifully for copper, bronze, and brass.
-
Choose 15–20 PPI as a starting point for most alloys.
-
Preheat lightly (100–200°C).
-
Seal edges, place in runner, and never reuse.
-
Don’t substitute alumina filters – they lack the temperature headroom.
At SF-Foundry, we manufacture high‑quality silicon carbide ceramic foam filters specifically engineered for copper alloy casting – available in 10, 15, 20, 25, and 30 PPI, in a full range of standard and custom sizes. Our SiC filters provide the cleanest possible metal for your brass, bronze, and copper components.
Need help selecting the right filter for your specific copper alloy? Contact us for a recommendation.
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com