

If you’re casting iron, you’ve probably used fiberglass mesh filters. They’re cheap, easy to use, and they work – at least for some applications.
But there comes a point when fiberglass mesh stops being enough. Maybe your scrap rate is still too high. Maybe your customer is demanding tighter quality. Maybe you’re pouring larger, more complex castings that the mesh just can’t handle.
That’s when you start thinking about upgrading to silicon carbide (SiC) foam filters.
This article explains the practical differences between the two, and – most importantly – helps you decide whether and when to make the switch.
How They Work – The Fundamental Difference
Let’s start with the basics. Both filters remove inclusions, but they do it in completely different ways.
Fiberglass mesh is exactly what it sounds like: a woven screen, like a fine window screen. Molten metal passes through the openings, and anything larger than the mesh opening gets caught on the surface. It’s called surface screening – a two‑dimensional sieve–. Think of it like a colander: big chunks stay on top, everything else goes through.
One industry source puts it directly: “Fiberglass mesh catches the big pieces, but the finer dross can slip through the openings”.
Silicon carbide (SiC) foam is completely different. It’s a three‑dimensional, open‑cell sponge‑like structure – a complex maze of interconnected pores. When molten metal flows through it, inclusions get trapped inside the filter, not just on the surface. This is called depth filtration, and it captures particles throughout the thickness of the filter.
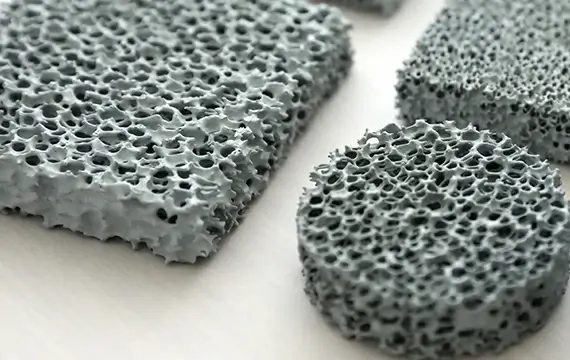
Here’s what that means in practice: A foam filter can capture particles smaller than its nominal pore size. A screen cannot.
Filtering Iron – What You’re Actually Dealing With
To understand when you need to upgrade, you need to understand what you’re filtering out.
| Contaminant Type | Gray Iron | Ductile Iron |
|---|---|---|
| Sand erosion | Yes (coarse, gritty) | Yes |
| Slag | Some (coarse) | Yes (fine, sticky) |
| Magnesium reaction products | No | Yes – fine dross, magnesium oxide, magnesium silicate, magnesium sulfide |
| Oxide films | Minor | Yes – from turbulence, fine |
Gray iron is relatively clean. The main contaminants are sand grains and some coarse slag – both of which are large enough for a mesh screen to catch.
Ductile iron is a different story. The magnesium added during nodularization reacts with oxygen and sulfur to form fine, sticky, damaging dross–. These particles are often smaller than the mesh openings – they slip right through.
This is why you can sometimes get away with mesh for gray iron, but ductile iron often demands foam.
Side‑by‑Side Comparison
| Feature | Fiberglass Mesh (High Silica) | SiC Foam Filter | Notes |
|---|---|---|---|
| Structure | 2D woven screen (surface screening) | 3D reticulated foam (depth filtration) | Fundamental mechanism difference |
| Temperature rating | ≤1620°C short duration | ≤1500°C continuous | Both handle iron temperatures, but foam has greater margin |
| Continuous working time at 1400-1450°C | <10 minutes | Hours or shifts | Critical for larger castings |
| Continuous working time at 1450-1560°C | <4 minutes | Hours | Mesh degrades rapidly at high iron temps |
| Filtration mechanism | Mechanical sieving | Sieving + adsorption + cake filtration | Foam captures finer inclusions |
| Fine inclusion capture | Low – only captures particles larger than mesh opening | High – captures sub‑pore‑size particles | Mesh lets fine dross pass through |
| Flow effect | Minimal flow restriction | Significant flow reduction, promotes laminar flow | Foam actually improves filling |
| Preheat required | No | Yes (300‑400°C) | Foam requires planning; mesh is plug‑and‑play |
| Cost per piece | Low ($0.8‑1.2/kg) | Moderate ($2‑3.5/kg) | Rough order‑of‑magnitude difference |
| Recyclability | Can be remelted with scrap | Must be removed before recycling | Operational consideration |
Where Fiberglass Mesh Works Just Fine
Fiberglass mesh has its place. It’s not “bad” – it’s just designed for different jobs.
Stick with mesh when:
-
You’re casting small gray iron parts under 50‑100 kg
-
Your quality requirements are commercial (not aerospace, not critical safety)
-
You’re running high volume and cost is your primary driver
-
Your casting geometry is simple, and inclusion defects are not your main scrap cause
-
You need a quick, low‑cost solution with no preheating and fast changeover
For these applications, mesh may be sufficient – and the cost savings over foam can be significant. According to industry data, fiberglass mesh can reduce filtration costs by 50‑80% compared to ceramic. The economics favor mesh for high‑volume, non‑critical jobs.
For example, a foundry casting 10‑20 kg gray iron brake drums can absolutely use fiberglass mesh discs. The inclusions are coarse, the flow needs to be fast, and the margins are tight.
When to Upgrade – Clear Signals
Here are the unmistakable signs that it’s time to move from mesh to SiC foam.
Signal 1: Your Ductile Iron Castings Have Inclusion Defects
If you’re casting ductile iron, mesh is often not enough. The magnesium reaction products are too fine for a screen to catch–. If you’re seeing dross inclusions on machined surfaces or internal defects after machining, mesh is likely letting them through.
What to do: Try a 10‑15 PPI SiC foam filter on a trial casting line. The depth filtration will capture the fine dross that mesh misses.
Signal 2: Your Pour Takes Longer Than 10 Minutes
High‑silica mesh has a continuous working time of less than 10 minutes at 1400‑1450°C. If your pour lasts longer – think large, heavy castings – the mesh can begin to degrade before the pour finishes. At 1450‑1560°C, the working time drops to less than 4 minutes. At 1560‑1620°C, less than 15 seconds.
Once the mesh degrades, the metal flows through a hole, not a filter. That’s a hard stop for large or critical iron castings.
What to do: For large iron castings, switch to SiC foam. It maintains structural integrity for the entire pour.
Signal 3: Your Customer Rejects Castings for Fine Inclusions
If your castings are being rejected for surface finish or subsurface defects, and you can’t find coarse slag or sand in the rejects, the problem is fine dross. Mesh doesn’t catch it. Foam can.
What to do: Upgrade to SiC foam, and consider moving to 20‑30 PPI for finer filtration, while increasing filter area to maintain flow.
Signal 4: You’re Pouring Critical or Safety‑Sensitive Components
If your castings will be pressure‑tested, machined extensively, or used in safety‑critical applications, mesh may not provide enough protection–. For valves, pump housings, automotive structural parts, and wind turbine components, the cost of a field failure far exceeds the cost of a better filter.
What to do: Specify SiC foam as the standard for all critical castings.
Signal 5: You’re Already Using Mesh but Still Have Turbulence Problems
Mesh does nothing to control flow. It’s a screen – metal goes in, metal comes out, and the flow dynamics are unchanged.
SiC foam, by contrast, breaks the turbulent stream into many small, laminar streams. This reduces reoxidation and improves filling.
What to do: If your gating system is already optimized but you still have oxide‑related defects, SiC foam can add flow conditioning that mesh cannot.
The Two‑Stage Approach – Getting the Best of Both
Sometimes the answer is not “either/or” – it’s “both.”
Industry practice shows that mesh and foam are often used in combination in iron casting: glass fiber mesh provides initial coarse filtration of the molten iron, while the ceramic foam provides further purification, forming a staged filtration system.
Here’s how it works:
| Stage | Filter Type | Function |
|---|---|---|
| 1 (upstream) | Fiberglass mesh (coarse) | Catches large slag, sand, and coarse dross before it reaches the fine filter |
| 2 (downstream) | SiC foam (finer PPI) | Captures fine inclusions that passed the mesh |
This approach extends the life of the foam filter and can actually lower overall filtration cost.
Making the Switch – What You Need to Know
If you decide to upgrade, here are the practical differences to plan for.
Preheating is now required. Mesh needs no preheat. Foam does – typically 300‑400°C for 30‑45 minutes. Add this to your standard operating procedure.
Filter area needs to be larger. For the same metal flow rate, foam requires a larger filter area. Mesh has very low flow resistance; foam has moderate resistance. Don’t just drop in a foam filter the same size as your mesh. Calculate required area based on your pour weight and alloy.
PPI matters more. With mesh, you only have mesh opening size. With foam, PPI selection is critical. Start with 10‑15 PPI for larger castings and ductile iron; 20 PPI for general gray iron; 30 PPI for finer filtration (with larger area).
Real‑World Advice
Here’s what we’ve learned from watching foundries make the switch:
-
Start with a trial. Don’t roll out foam across your entire foundry. Pick one casting line – ideally one that’s been rejecting parts for inclusions – and run a trial for 50‑100 castings.
-
Document the results. Track scrap rate, surface finish, and machining tool life before and after. The data will tell you whether the upgrade is worth it.
-
Expect a learning curve. Your operators need to adjust to preheating and handling foam filters. Give them time and training.
-
Not every casting needs foam. Use mesh for simple, non‑critical gray iron jobs. Reserve foam for ductile iron, large castings, and critical components.
Conclusion
Fiberglass mesh and SiC foam filters serve different purposes. Mesh is a low‑cost, no‑preheat, quick‑change solution for small to medium gray iron castings where inclusions are coarse and quality requirements are moderate.
SiC foam is an upgrade for when you need more: finer inclusion capture, reliable performance on long pours, flow conditioning, and the cleanest possible metal for critical castings.
Upgrade from mesh to SiC foam when:
-
You’re pouring ductile iron with fine dross problems
-
Your castings are large or your pour times exceed 10 minutes
-
Customer rejections are driving you to seek better filtration
-
You’re casting critical, safety‑sensitive components
-
You’ve already optimized your gating but still have oxide‑related defects
When in doubt, try a two‑stage approach: mesh upstream, foam downstream. It gives you the cost advantage of mesh where it works and the filtration power of foam where you need it.
Need help deciding which PPI and filter area to use for your specific castings?
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com