

If you’ve ever scrolled through our blog, you already know SiC filters are the go-to for iron casting. But here’s a question we hear all the time: “I pour both ductile and gray iron. Can I use the same filter for both?”
Short answer: No.
Long answer: You can try to use the same filter. But you’ll either end up with a clogged filter on your ductile run or inclusions in your gray iron.
The two alloys behave differently during solidification, carry different types of inclusions, and need different filtration strategies. Here’s what you need to know.
The Fundamental Difference
Gray iron and ductile iron are both cast irons, but their metallurgy is very different.
Gray iron contains graphite in the form of flakes. It has excellent thermal conductivity and is relatively forgiving in casting. It also undergoes graphitic expansion during solidification – the graphite flakes take up space, which helps feed shrinkage. This means gray iron can often get away with simpler gating and, sometimes, no risers at all.
Ductile iron is gray iron’s stronger, tougher cousin. The graphite is spheroidal, which gives it better mechanical properties. But it comes at a cost: ductile iron is more prone to shrinkage and internal defects than gray iron. It also generates a much nastier type of inclusion.
That last point is the key. The inclusions in ductile iron are stickier, finer, and more damaging than anything you’ll see in gray iron.

What You’re Actually Filtering Out
Gray iron and ductile iron produce completely different types of inclusions. What you need to trap determines what kind of filter you need.
Gray Iron
Gray iron is relatively clean. The main sources of inclusions are:
-
Sand erosion from the mold and runner system (coarse, gritty particles)
-
Slag from the furnace (a mix of oxides, mostly SiO₂-based)
-
Oxidized metal from pouring turbulence
Gray iron contains magnesium in only trace amounts, so you don’t get the sticky magnesium by-products that plague ductile iron. The inclusions that do form tend to be coarse, with lower slag content, and generally easier to capture. A standard 10-20 PPI filter usually does the job.
Ductile Iron
Ductile iron is a different story. To make ductile iron, you add magnesium (or cerium) to the melt. The magnesium reacts with oxygen and sulfur in the iron to form a complex mixture of:
-
Magnesium oxide (MgO)
-
Magnesium sulfide (MgS)
-
Magnesium silicate (a glassy, film-like dross)
These are collectively called “dross”. The magnesium silicate forms as thin, flexible films. The magnesium sulfide appears as clouds of fine particles. Both are sticky. Both are fine. And both are extremely damaging if they end up in your casting.
“Dross defects occur in ductile irons due to improper removal before pouring. There are traps/filters in gating which do not let this enter the mold cavity”.
Even with careful skimming, dross is hard to remove completely because:
-
It’s lightweight and tends to float on the surface
-
It’s easily re-entrained by turbulence during pouring
-
New dross forms continuously as residual magnesium reacts with oxygen in the air
Ceramic foam filters – not mesh strainers – are the standard solution because they capture fine, sticky particles that would pass right through a screen.
Does One Need a Different Filter? Absolutely.
Now let’s get to the practical part: how the filters differ.
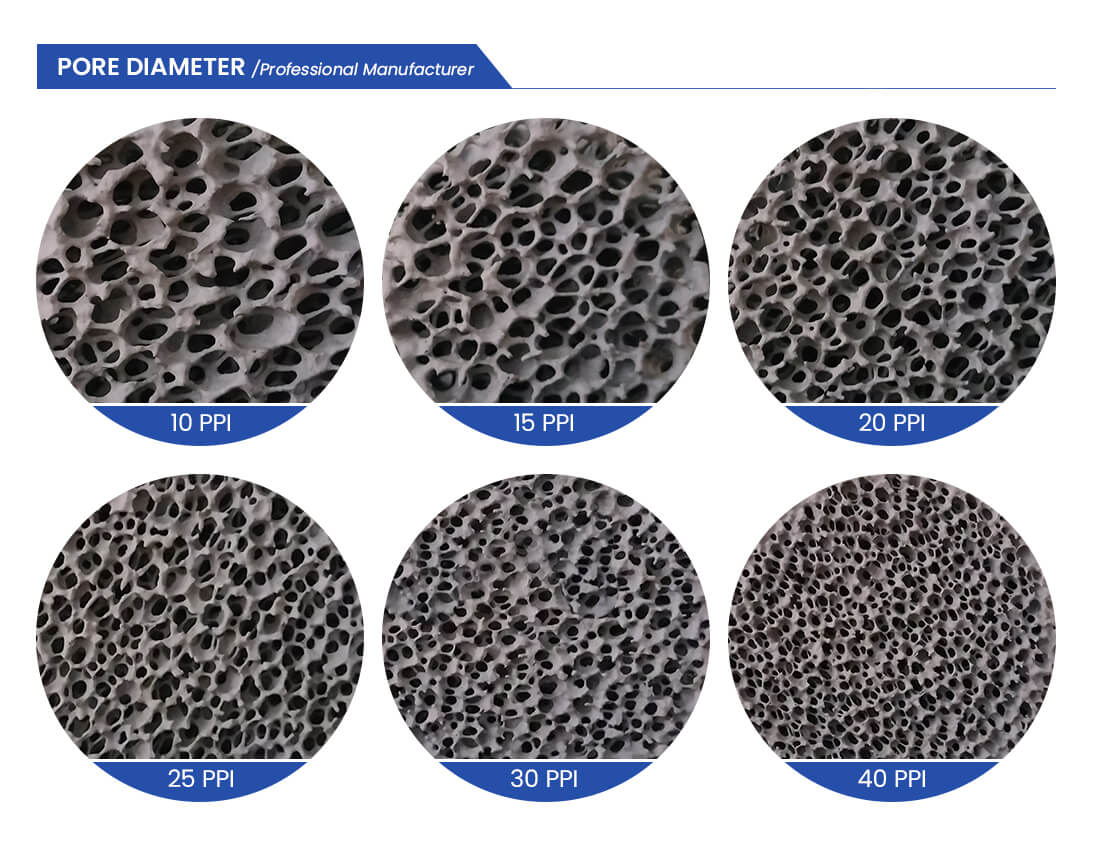
PPI Selection – The Main Difference
This is where most foundries get it wrong. You cannot use the same PPI filter for both gray and ductile iron and expect good results.
Gray iron: Recommended PPI is 10–20 PPI. Gray iron melts typically have less slag, allowing for finer filtration. The smaller pore size (e.g., 15–20 PPI) removes finer particles without clogging. A 10-15 PPI filter works well for general slag removal. Gray iron is less prone to gas formation.
Ductile iron: Recommended PPI is 10–30 PPI, but with important caveats. One reliable source recommends 10–15 PPI for ductile iron because the larger aperture prevents premature clogging by the abundant, sticky dross. A thinner filter (15-22 mm) is also recommended. Another source, focused on high-quality ductile iron, recommends 20–30 PPI for capturing finer particles like magnesium oxide, as ductile iron requires higher filtration efficiencies to avoid graphite nodule-related defects.
So which is right? It depends on your quality requirements and how clean your melt is going in.
| Quality Level | Gray Iron PPI | Ductile Iron PPI | Notes |
|---|---|---|---|
| Standard / general purpose | 10-15 PPI | 10-15 PPI | Large aperture prevents premature clogging |
| Higher quality | 15-20 PPI | 20-30 PPI | Finer filtration for critical applications |
| Fluid flow | Higher flow (less restriction) | Lower flow (requires larger filter area) | Key consideration for gating design |
The cardinal rule: For ductile iron with high dross load, never go too fine. A 30 PPI filter on a dirty ductile melt will clog before the pour finishes. If you want finer filtration, increase filter area to compensate.
Filtering Capacity
This is another critical difference. Ductile iron dross is stickier and more abundant, which means it clogs filters faster.
Gray iron: 4–6 kg of molten iron per cm² of filter area
Ductile iron: 2–4 kg of molten iron per cm² of filter area
That’s a significant difference. If you’re pouring ductile iron, you need roughly twice the filter area of gray iron to handle the same amount of metal.
Here’s a practical example from the foundry floor: A gray iron casting weighing 100 kg would need at least about 17 cm² of filter area (using 6 kg/cm²). The same casting in ductile iron would need at least about 50 cm² (using 2 kg/cm²) – nearly three times the area.
So if you’re switching from gray to ductile on the same casting, don’t just swap the filter. Recalculate your filter area.
Placement and Thickness
Placement matters for both alloys, but for slightly different reasons. For both alloys, the filter should be placed in the runner and as close to the casting cavity as possible to maximize slag capture before metal enters the mold. Metal should not hit the filter directly; if unavoidable, limit the pouring height to ≤300 mm.
Filter thickness recommendations also differ. Gray iron and ductile iron generally require filters between 15mm and 22mm thick. For thinner filters, filtration efficiency drops. For thicker filters, flow rate drops.
Temperature Considerations
Gray iron pours at 1300–1400°C. Ductile iron pours hotter – 1400–1500°C (and sometimes higher for thin sections). That extra 100°C pushes the filter closer to SiC’s 1500°C limit. Silicon carbide filters are designed to handle both ranges, but higher temperatures accelerate wear and may require more careful preheating.
Preheating requirements:
-
Gray iron: Preheat to 300–400°C
-
Ductile iron: Preheat to 400–500°C (due to higher pouring temperature)
What If You Pour Both in the Same Foundry?
Many foundries produce both gray and ductile iron. If you want to streamline your inventory, here’s what you can – and cannot – do.
What you CAN do:
-
Use the same filter material. SiC works for both alloys.
-
Use the same filter thickness. 22mm is a good middle ground.
-
Use the same filter shape. Round or square depending on your gating system design.
What you should NOT do:
-
Use the same PPI rating without adjusting area. If you use 20 PPI for both, your ductile runs might clog. If you use 10 PPI for both, your gray runs may let fine inclusions through.
-
Assume the same filter area works for both. Ductile iron needs more area per kg of metal.
Practical solution: Stock two PPI grades:
| Application | Recommended PPI | Filter Area per 100kg |
|---|---|---|
| Gray iron (general) | 10-15 PPI | ~17 cm² |
| Ductile iron (standard) | 10-15 PPI | ~50 cm² |
| Ductile iron (high quality) | 20-30 PPI | ~50+ cm² |
Common Mistakes We See
1. Using the same PPI for both and wondering why ductile clogs.
If your gray iron runs fine with 20 PPI but your ductile iron clogs constantly, you already know the answer: go coarser.
2. Not increasing filter area for ductile iron.
We’ve seen foundries switch from gray to ductile on the same casting and keep the same filter size. Then they wonder why the filter clogs halfway through the pour. Use the 2-4 kg/cm² rule.
3. Relying on fiberglass mesh for ductile iron.
Fiberglass mesh works like a coarse strainer – it catches sand and big slag. It does not capture fine, sticky magnesium dross. For ductile iron, you need the depth filtration of ceramic foam. For gray iron, foam is still better, but mesh may be acceptable for non-critical applications.
4. Placing filters under the sprue.
This creates high turbulence that can break up dross into finer particles and push it through the filter. Place filters in the runner, not under the sprue.
Conclusion
So, does ductile iron need a different filter than gray iron?
Yes.
-
Gray iron is relatively clean. 10-20 PPI works well. Filter area: 4–6 kg/cm².
-
Ductile iron has sticky, fine magnesium dross. 10-15 PPI for standard jobs; 20-30 PPI for high quality. Filter area: 2–4 kg/cm². Plan for roughly twice the area of gray iron.
Try to use the same filter for both, and you’ll end up compromising one or the other.
At SF-Foundry, we manufacture SiC foam filters in 10, 15, 20, and 30 PPI – because we know one size doesn’t fit all. Need help selecting the right PPI and filter area for your specific castings?
Contact SF-Foundry Technical Support:
Email: info@sf-foundry.com
Phone / WhatsApp: +86 18636913699
Website: www.sf-foundry.com