

If you’ve ever poured a casting and got a defect that looked like erosion, sand inclusion, or a cold shut, chances are your gating system was the culprit. Not the metal, not the mold – the path you made the metal follow.
The gating system is literally the highway that molten metal travels from the pouring cup to the casting cavity. Get it right, and you get clean, sound castings. Get it wrong, and you’ll fight defect after defect.
What Is the Purpose of a Gating System?
In one sentence: The gating system delivers clean, fully liquid metal into the mold cavity at the right speed and without turbulence.
That breaks down into four specific jobs.
1. Control flow rate
Metal must enter the cavity fast enough to fill it before freezing, but not so fast that it erodes the sand or creates a jet. The gating system – specifically the choke – regulates that speed.
2. Trap slag and dross
By design, a good gating system allows lighter inclusions to float to the top of the runner or get trapped in a well, rather than shooting straight into the casting.
3. Minimize turbulence
Turbulence folds oxide films into the melt. Those oxide films become internal defects. A smooth, well‑designed gating system keeps the metal flowing like a quiet river, not a crashing wave.
4. Promote directional solidification
The gating system also influences how heat is distributed in the mold. By placing ingates strategically, you can encourage the casting to solidify from the far end back toward the gate – which feeds shrinkage and reduces porosity.
So a gating system isn’t just a pipe. It’s a carefully designed set of components that controls flow, cleanliness, and solidification.
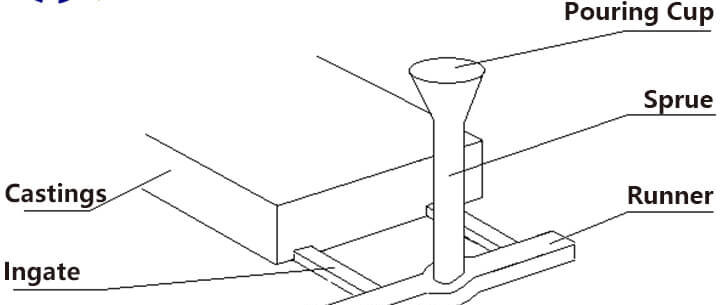
Main Components of a Gating System
Before we talk about types, you need to know the parts.
| Component | Function |
|---|---|
| Pouring cup (sprue cup) | Receives metal from the ladle. Helps reduce splashing. |
| Sprue (downsprue) | Vertical channel that brings metal down into the mold. |
| Sprue well | A cavity at the bottom of the sprue that absorbs impact and allows slag to float. |
| Runner | Horizontal channel that distributes metal to multiple ingates. |
| Ingate (gate) | The entry point into the casting cavity. |
| Choke | The smallest cross‑section in the system – controls flow rate. |
Now let’s look at how these parts are arranged into different types of gating systems.
Main Types of Gating Systems in Sand Casting
There are two broad categories based on how metal flows inside the mold: pressurized and unpressurized (also called non‑pressurized). Then there are variations based on where the choke is placed.
Type 1: Pressurized Gating System
In a pressurized system, the total cross‑sectional area of the runners and gates is smaller than the sprue base area. This means the system stays full of metal under pressure. The choke is usually at the ingates or runner.
Characteristics:
-
Higher pressure in the runner and gates.
-
Flow is faster, but turbulence can be higher.
-
Less metal consumed (higher yield).
-
Commonly used for ferrous castings (iron, steel) where fast filling is needed.
Pros: Good for large castings, high yield.
Cons: Risk of erosion and turbulence if not designed carefully.
Type 2: Unpressurized (Non‑Pressurized) Gating System
Here, the total cross‑sectional area increases after the choke. The choke is placed at the sprue base or sprue well. Metal flows without back pressure.
Characteristics:
-
Slower, smoother flow – less turbulence.
-
More metal left in the gating system (lower yield).
-
Preferred for aluminum and other non‑ferrous alloys where oxide formation is a major concern.
Pros: Very low turbulence, clean fill.
Cons: Lower yield, larger gating volume.
Type 3: Top Gate (Direct Gate)
The ingate is placed on the top of the casting. Metal falls directly into the cavity.
When to use: Very simple shapes, small castings.
Problems: High turbulence, risk of sand erosion. Not recommended for quality‑sensitive castings.
Type 4: Bottom Gate
The ingate is at the bottom of the casting. Metal rises smoothly from below.
When to use: Tall castings, aluminum, any alloy where you want to avoid splashing.
Advantages: Very gentle fill, low oxides. The classic choice for critical castings.
Type 5: Step Gate
Multiple ingates at different heights along a vertical casting. Metal enters at several levels.
When to use: Very tall castings where a single bottom gate would cause hot metal to rise and overheat the top.
Advantage: Even temperature distribution, reduces shrinkage.
Type 6: Whirl Gate / Tangent Gate
The ingate enters the casting tangentially, creating a swirling motion that helps trap slag in the center of the vortex.
When to use: Round or cylindrical castings where you want to centrifuge inclusions into a central core.
Less common today – filters have largely replaced this, but you still see it.

How to Choose Which Type?
Here’s the practical advice.
| If you cast… | Start with… | Why |
|---|---|---|
| Aluminum (gravity or sand) | Unpressurized, bottom gate | Low turbulence, avoids oxides. |
| Iron (gray or ductile) | Pressurized, choke at ingates | Fast fill, good yield. |
| Steel | Pressurized with large sprue well | High temperature, need speed. |
| Tall, thin‑wall castings | Step gate or multiple ingates | Even fill, prevents cold shuts. |
| Small, simple castings | Top gate (if quality not critical) | Cheap, easy. |
But here’s what I’ve learned: the type is less important than getting the basics right.
-
Always use a pouring cup to keep the sprue full.
-
Round the sprue bottom – a sharp 90° turn causes erosion.
-
Keep the runner wide and shallow, not deep and narrow.
-
Place ingates away from thick sections that become hot spots.
-
And for heaven’s sake, use a ceramic foam filter in the runner. It will catch the defects your gating design misses.

One Mistake I See Over and Over
Foundries spend hours designing the perfect gating geometry, then they pour metal through an unprepared sprue – no pouring basin, just a hole in the sand. The metal splashes, erodes the sprue bottom, and fills the runner with loose sand.
No gating type can fix that.
Always use a ceramic pouring cup at the sprue top. It’s cheap, it saves your first‑metal turbulence, and it protects the gating system from erosion.
Also, don’t forget to filter. Even the best gating design will not remove fine oxide films. A ceramic foam filter placed in the runner, close to the casting, will do what gating geometry alone cannot.
Summary
-
The gating system controls flow rate, traps slag, reduces turbulence, and helps with solidification.
-
Main types: pressurized vs. unpressurized, top vs. bottom vs. step gate.
-
For aluminum, start unpressurized + bottom gate. For iron/steel, start pressurized.
-
But the type matters less than fundamentals: use a pouring cup, round corners, keep velocities moderate, and add a filter.
Want me to look at a specific gating design of yours? Send me a photo or sketch – no charge, just practical advice.
Email: info@sf-foundry.com
Tech support: 8618636913699