

If you cast aluminum, you know that clean metal is the foundation of quality castings. Non‑metallic inclusions – oxides, dross, refractory particles, and other contaminants – lead to rejects, poor machinability, and compromised mechanical properties.
The most effective, widely used solution for aluminum filtration is the alumina ceramic foam filter. This guide brings together everything you need to know about these filters – from how they work to how to select, install, and use them for maximum benefit.
Whether you are new to filtration or looking to optimize your existing process, this resource guide will help you make informed decisions.
What Is an Alumina Ceramic Foam Filter?
An alumina ceramic foam filter is a three‑dimensional, open‑cell structure made from high‑purity aluminum oxide (Al₂O₃). It is placed in the gating system of a sand, gravity, or low‑pressure die casting mold. When molten aluminum passes through the filter, inclusions are trapped inside the complex pore network.
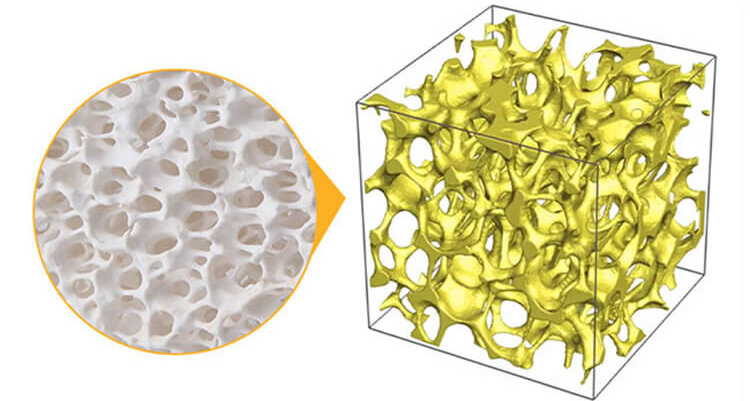
Key Characteristics
| Property | Typical Range / Description |
|---|---|
| Material | Alumina (Al₂O₃) with minor binders |
| Porosity | 70–90% open cells |
| PPI (pores per inch) | 10, 20, 30, 40 (common grades) |
| Service temperature | Suitable for aluminum (680–800°C) |
| Form | Round, square, rectangular, custom shapes |
| Thickness | 10–50 mm typical |
Alumina filters are the standard choice for aluminum because they offer excellent chemical stability (no reaction with molten Al), adequate thermal shock resistance when preheated, and a favorable balance of performance and cost.
How Do They Work?
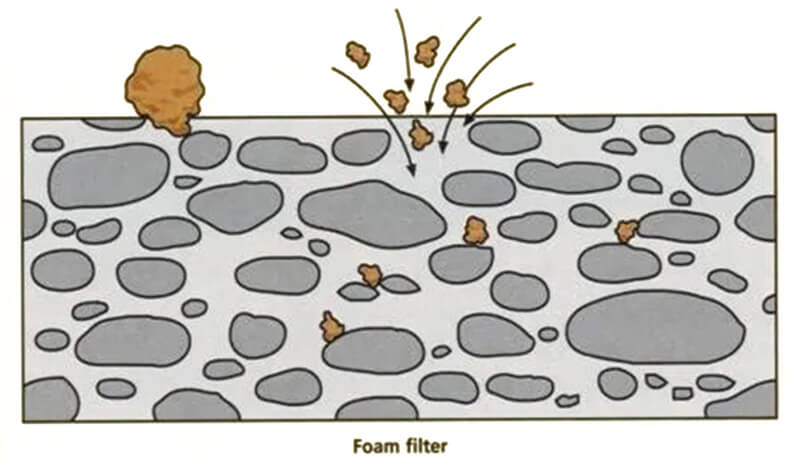
Ceramic foam filters remove inclusions through three mechanisms:
-
Mechanical sieving – Particles larger than the pore openings are trapped on the surface.
-
Depth filtration – Smaller particles follow tortuous paths through the foam and become attached to the ceramic struts.
-
Adsorption – Oxide films and fine inclusions stick to the ceramic surface due to chemical and physical forces.
In addition, the filter modifies flow: it breaks the metal stream into many small units, reducing turbulence and promoting laminar flow. This minimizes reoxidation after filtration.
Why Alumina for Aluminum?
| Requirement | How Alumina Meets It |
|---|---|
| Temperature resistance | Withstands typical aluminum pouring temperatures (680–800°C) with a safety margin. |
| Chemical inertness | Does not react with molten aluminum; no contamination. |
| Thermal shock | Adequate when preheated properly. |
| Strength | Sufficient for handling and metal pressure. |
| Cost | More economical than zirconia; ideal for high‑volume aluminum casting. |
For the vast majority of aluminum applications, alumina is the right material – not over‑specified, not under‑performing.
Key Selection Parameters
1. PPI (Pores Per Inch)
PPI determines the balance between filtration fineness and flow rate.
| PPI | Typical Use | Fines Removal | Flow Resistance |
|---|---|---|---|
| 10 | Very large castings, high flow priority | Low | Very low |
| 20 | General purpose, medium castings | Medium | Low |
| 30 | Thin‑wall, critical castings | High | Moderate |
| 40 | High‑purity, fine filtration | Very high | Higher |
General rule: Start with 20 PPI for most castings. Go finer (30) for thin sections or high quality; coarser (10‑15) for very large or heavy sections where flow is critical.

2. Filter Area and Sizing
The filter must be large enough to pass the required metal volume without excessive pressure drop. A common rule of thumb: filter area should be 3–5 times the choke area of your gating system.
For higher PPI filters (30‑40), use a larger multiplier (e.g., 4‑6×) to compensate for higher flow resistance.
How to calculate minimum filter area:
-
Measure the smallest cross‑sectional area in your gating system (the choke).
-
Multiply by a factor based on your alloy and filter PPI (consult your filter supplier for specific recommendations).
-
Select a filter size that meets or exceeds this area.
3. Shape and Dimensions
| Shape | Best For |
|---|---|
| Round | Gravity casting, small to medium runners |
| Square / Rectangular | Sand casting, wide runners, high flow |
| Custom | Unique gating designs, special filter boxes |
Make sure the filter fits snugly into its seat to prevent metal bypass. Dimensional tolerances vary by manufacturer – request typical tolerance values.
4. Purity Grade
Standard alumina foam filters (85–92% Al₂O₃) work well for most aluminum alloys. For very high‑purity alloys (e.g., electronics, aerospace) or when extreme cleanliness is required, higher purity grades are available. Discuss your alloy with your supplier to match the appropriate purity.
Installation Best Practices
Preheating
Why: Preheating removes moisture and reduces thermal shock, preventing cracks.
Recommended practice: Preheat alumina filters to a temperature in the range of 300–400°C for a sufficient time (typically 30–60 minutes, depending on filter size). Follow your supplier’s specific guidance.
Placement
-
Place the filter in the runner system, as close to the casting cavity as possible.
-
Avoid placing the filter directly under the sprue where metal impact is highest.
-
Ensure the filter is fully supported on a flat, smooth seat.
Sealing
Prevent bypass – metal flowing around the filter instead of through it. Use:
-
A ceramic fiber gasket
-
Refractory paste around the edges
-
A precise fit (filter slightly larger than the seat)
Storage
-
Store filters in a dry area to prevent moisture absorption.
-
Keep in original packaging until use.
-
Handle carefully to avoid chipping or cracking.
Performance Expectations
What a Good Filter Does
-
Reduces inclusion‑related scrap
-
Improves machinability (fewer hard spots)
-
Increases mechanical properties (strength, elongation, fatigue life)
-
Enables thinner walls and more complex geometries
What a Filter Cannot Do
-
Compensate for extremely dirty melt (clean your melt before filtration)
-
Fix poor gating design (turbulence after the filter still causes oxides)
-
Remove dissolved gases (hydrogen requires degassing)
Common Mistakes to Avoid
| Mistake | Consequence | Prevention |
|---|---|---|
| No preheating | Thermal shock cracks | Preheat to recommended temperature |
| Poor sealing | Metal bypass – no filtration | Use gasket or paste |
| Wrong PPI | Clogging (too fine) or inclusions (too coarse) | Match PPI to casting type |
| Filter too small | Flow restriction, misruns | Calculate required area |
| Ignoring melt cleanliness | Filter clogs quickly | Degas, skim, use clean charge |
Frequently Asked Questions
Q1: What is the difference between alumina, silicon carbide, and zirconia filters?
A: Alumina is for aluminum; silicon carbide for iron; zirconia for steel and high‑temperature alloys. Each material is matched to the pouring temperature and chemical compatibility of the alloy.
Q2: Can I reuse an alumina foam filter?
A: No. Alumina foam filters are single‑use. After pouring, they are brittle and may contain trapped inclusions – do not reuse.
Q3: How do I know if my filter is working?
A: Inspect the used filter. It should be covered with dark dross or slag. Clean, white filters after a pour may indicate bypass (metal didn’t go through) or very clean melt.
Q4: What happens if I don’t use a filter?
A: Inclusions will reach the casting, causing defects, higher scrap, machining problems, and potentially field failures.
Q5: How do I select the right PPI for a new casting?
A: Start with 20 PPI for most applications. For thin‑wall (<5 mm) or high‑integrity castings, try 30 PPI with a larger filter area. For very thick sections (>50 mm), 10‑15 PPI may be sufficient.
Q6: Do I need a filter for every casting?
A: Not always. Non‑critical castings or those with very clean melt and low quality requirements may get by without filtration. However, for consistent quality and reduced scrap, filtration is highly recommended.
Where to Get More Help
This guide covers the fundamentals, but every foundry is different. Your specific casting geometry, alloy, gating design, and quality requirements may call for a tailored approach.
At SF-Foundry, we specialize in alumina ceramic foam filters for aluminum casting. We offer:
-
A full range of PPI grades (10, 20, 30, 40+)
-
Round, square, and custom shapes
-
Technical support to help you select the right filter
-
Sample filters for trial
Contact us for a filter recommendation or a sample request:
-
Email: info@sf-foundry.com
-
Technical Support: 8618636913699
-
Website: www.sf-foundry.com
Conclusion
Alumina ceramic foam filters are a proven, cost‑effective tool for producing high‑quality aluminum castings. By understanding how they work, how to select the right PPI and size, and how to install them correctly, you can:
-
Reduce scrap from inclusions
-
Improve mechanical properties
-
Extend tool life
-
Lower total casting cost