

If you are new to the world of metal casting, you may have heard the terms “riser sleeve” or “feeder” and wondered what they are and why they are so important. This comprehensive guide will explain everything you need to know about risers—from the basic definition to the different types available and how they work to create sound, high-quality castings.
What is a Riser Sleeve (Feeder)?
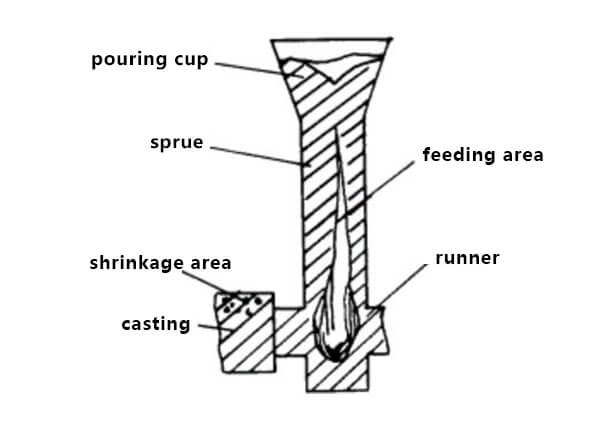
A riser slevve (also called a feeder or feeder head) is a reservoir built into a metalcasting mold that stores additional molten metal. Its primary purpose is to compensate for shrinkage that occurs as the metal cools and solidifies, preventing cavities or porosity from forming in the final casting.
Think of a riser as a backup supply of liquid metal. As the casting solidifies and contracts, the riser feeds molten metal into the casting to fill the spaces that would otherwise become voids.
The riser is designed to be a part of the mold but will not be part of the final casting—it is removed after solidification.

Why Do Castings Need Risers? Understanding Shrinkage
To understand why risers are essential, you must first understand a fundamental property of metals: most metals are less dense in their liquid form than in their solid form.
As molten metal cools and solidifies, it undergoes a reduction in volume. This is called solidification shrinkage. If no measures are taken to compensate for this shrinkage, the solidified casting will exhibit gross shrinkage porosity, which can make it unsuitable for its intended purpose.
Here is what happens without a proper riser system:
-
The metal in the casting cavity begins to cool and solidify from the mold walls inward.
-
As it solidifies, the metal shrinks.
-
Without an external source of liquid metal to fill the space created by shrinkage, a cavity (shrinkage void) forms, typically at the last point to solidify.
-
The casting is rejected due to internal unsoundness.
A properly designed riser eliminates this problem by ensuring there is a sufficient supply of additional molten metal available as the casting solidifies.
Basic Classification: Open Risers vs. Blind Risers
The most fundamental way to categorize risers is based on whether they are exposed to the atmosphere.
Open Risers
Open risers are continuous channels that range from the casting through to the upper side of the casting mold. They are directly accessible from the atmosphere.
Characteristics of Open Risers:
-
Easy to mold and incorporate into the pattern.
-
Allow foundry workers to observe the molten metal level in the cavity.
-
Convenient for applying exothermic or insulating agents on the riser surface after pouring.
-
For large castings, operations such as stirring the riser metal or topping up with additional hot metal can be performed to enhance feeding efficiency.
-
Not restricted by flask height—riser sleeves can be used to achieve the required height.
Disadvantage: Their feeding efficiency is generally lower than that of blind risers.
Blind Risers
Blind risers are completely enclosed by molding material—they are positioned directly within the mold and do not initially have a connection to the atmosphere.
Characteristics of Blind Risers:
-
More flexible in placement and can be positioned closer to the hot spots of the casting.
-
Higher feeding efficiency compared to open risers.
-
Particularly suitable for machine molding and mechanized production.
Important Consideration: For a blind riser to function properly, it must have a connection with the ambient atmosphere to ensure flow of liquid metal towards the solidifying casting. If the riser were completely sealed, the formation of a casting skin would block the flow of melt due to lack of air intake.
This is typically achieved by molding a sharp recess or inserting an appropriate core at the highest point of the riser. This creates a “hot area” (hot sand effect) that ensures air intake during feeding. Blind risers designed with this feature are often called atmospheric risers or Williams risers.
Classification by Position: Top Risers vs. Side Risers
Risers can also be classified according to their position relative to the casting.
Top Risers
Top risers are positioned at the highest part of the casting.
Advantages:
-
Facilitate venting and slag flotation (impurities rise into the riser).
-
Benefit from gravity feeding, as metal naturally flows downward into the casting.
-
Large and heavy steel castings often use this type of riser for feeding.
Side Risers
Side risers are set on the side of the mold adjacent to the section being fed.
Advantages:
-
Generally formed as blind risers.
-
Advantageous for mechanized molding operations.
-
Can be placed closer to specific hot spots that may be difficult to feed from the top.
Riser Shapes and Geometry
The shape of the riser is critical because it affects how long the riser remains liquid. The key concept here is modulus—the ratio of volume to cooling surface area. A higher modulus means slower cooling.
While spherical risers have the largest modulus (cool slowest), they are rarely used in practice due to manufacturing difficulties and lower pressure head. Recent research, however, shows that spherical risers made possible through 3D sand printing can provide up to 45% yield improvement.
Common riser shapes in everyday foundry use include:
| Shape | Typical Application |
|---|---|
| Cylindrical risers | The most widely used shape for general applications |
| Spherical-top cylindrical risers | Good balance of modulus and ease of molding |
| Oval cylindrical risers | Often used for gear rims and wheel castings where the hot spot is elongated |
| Annular risers | Suitable for cylinders, sleeves, and hub areas of wheels |
Modern Riser Technology: Efficiency and Performance
Traditional risers have a feeding volume efficiency of only about 15%. This means 85% of the metal in the riser is essentially wasted—it must be cut off and remelted.
Modern foundries use advanced riser technologies to dramatically improve efficiency.
Insulating Riser Sleeves
Insulating auxiliary riser materials slow down the cooling of the metal in the riser. This extends the solidification time, allowing the riser to feed the casting for a longer period. Insulating sleeves help improve casting yield and support directional solidification.
Exothermic Riser Sleeves
Exothermic riser sleeves go a step further. When molten metal enters the riser, it initiates an aluminothermic reaction in the sleeve material. This reaction generates additional heat, significantly extending the solidification period.
Benefits of exothermic riser sleeves:
-
High exothermic property and good insulation effect.
-
Can reduce riser volumes by 50% or more compared to traditional sand risers.
-
Suitable for various molding processes and a wide range of alloys.
Mini-Risers
Mini-risers represent the cutting edge of feeding technology. These are thicker-walled risers that provide higher strengths required for high-pressure molding machines.
Key advantages of mini-risers:
-
Can increase feed efficiency up to 70%.
-
Significantly reduced riser contact areas, lowering finishing and grinding costs.
-
Often allow risers to be knocked off easily with a hammer rather than requiring cutting or lancing.
-
Available in both insulating and highly exothermic formulations.
Some advanced mini-riser designs incorporate patented reduced-contact technology with static pins, reducing feeder contact by an additional 50%.
Basic Principles of Riser Design
For a riser to function effectively, it must satisfy three basic requirements:
Requirement 1: Proper Solidification Timing
The solidification time of the riser must be greater than or equal to that of the casting section it feeds. In other words, the riser must freeze later than the casting. This ensures that liquid metal is available when the casting needs it.
Requirement 2: Sufficient Volume
The riser must contain enough molten metal to compensate for the shrinkage of the casting during cooling. This is why risers typically have a greater volume of metal than any part of the casting.
Requirement 3: Uninterrupted Feeding Path
During feeding, there must be a clear, uninterrupted channel between the riser and the casting hot spot. The channel must remain open until feeding is complete.
Guidelines for Riser Placement
| Guideline | Explanation |
|---|---|
| Place near hot spots | Risers should be positioned as close as possible to the areas that solidify last |
| Locate at highest points | Preferably at the highest and thickest parts of the casting |
| Avoid stress concentration areas | Do not place risers at locations prone to cracking |
| Feed multiple hot spots | One riser should ideally feed several hot spots when possible |
| Use machining surfaces | Place risers on areas that will be machined away to reduce finishing work |
| Avoid critical areas | Do not locate risers on heavily loaded areas, as the coarse grain structure may reduce mechanical properties |
Riser Accessories and Aids
Several auxiliary products enhance riser performance:
Breaker Cores
Breaker cores (also called knock-off risers) are designed to create a clean break point between the riser and casting. They minimize riser residues after removal and reduce or eliminate grinding and smoothing work.
Williams Cores
As mentioned earlier, these cores are used in blind risers to create an atmospheric connection, ensuring proper feeding.
Exothermic Topping Compounds
These are powders or granules added to the top of open risers after pouring. They generate heat and insulate the riser surface, extending feeding time.
Riser Applications by Metal Type
Different metals have different shrinkage characteristics and therefore require different risering approaches.
Steel Castings
Steel castings typically have significant volume requirements and higher pouring temperatures. They demand higher refractoriness from exothermic feed mixtures. Special high-refractory formulations are available for steel applications.
Ductile Iron
Ductile iron presents unique challenges due to its solidification morphology. Graphite expansion during solidification can partially compensate for shrinkage, but careful riser design is still essential. Special highly exothermic formulations are available to combat “fish-eye” defects in ductile iron castings.
Gray Iron
Gray iron is somewhat exceptional because the graphite formed on solidification expands and can partially compensate for metal shrinkage. However, measures may still need to be taken to avoid shrinkage porosity.
Conclusion
Risers are an essential component of metal casting, serving as reservoirs of molten metal that compensate for solidification shrinkage and prevent costly defects. From the basic distinction between open and blind risers to advanced exothermic mini-risers that achieve 70% efficiency, understanding riser technology is fundamental to producing sound, high-quality castings.
Whether you are working with steel, iron, or non-ferrous alloys, proper riser design—considering placement, size, shape, and modern feeding aids—will directly impact your casting quality, yield, and bottom line.
For foundries looking to improve efficiency, modern high-efficiency riser systems offer a clear path forward: reduced riser volumes, lower finishing costs, and the ability to “pour more castings and less risers”.